

���³���ȼ�ϵ�ص�ѱȹ��������ļ���;��̽��
ʱ��:2019-06-14 22:18��Դ:�й����̿�ѧ ����:�±���
���:
��

ժҪ��ȼ������ѱȹ����Ƿ�Ӧȼ������Ѽ���ˮƽ����Ҫָ�꣬�߱ȹ��ʿ��Խ��͵��Ӳ��������Ҳ��ʹ�ɱ��õ�������͡���Թ���Ŀǰ��ѱȹ�����ȹ����Ƚ�ˮƽ����һ����࣬���ĴӸ��Դ�������ǿ�������ӽ���Ĥ�����Ŷ�������������ʴ������˫���塢�����װ��һ���Եȶ�棬̽�������ȼ�ϵ�ص�ѱȹ��ʵļ���;��������������ʵ�����۷�����ȼ�ϵ�ػ������ŷķ���������ʼ�������ϡ���������װ�Ĺ����ԣ�Ϊ��һ�����ȼ�ϵ�ض�������ȹ����ṩ�����Բο���
һ��ǰ��
��ͨ����Դ���ĺ�̼�ŷ���ռ����Ҫ��λ��������ʯ�����������Ĺؼ����ء���չ���ܻ���������Դ�����������Լ���ʯ�ͽ��ڡ�����̼�ŷţ�Ҳ����ʵ���й�������ҵת��������ȼ�ϵ������������Դ�����е�һ�֣�������ʻ��̳���ȼ�ϼ�עʱ��̡����ݿ�������Դ���ص㣬�������õ�������������ҵ���о����������ӡ������������Ƴ�����������������ߴٽ�ȼ�ϵ�����������г����γɡ�ȼ�ϵ�������ӹ�ģʾ�����ȵ���ҵ�����У��Է���Mirai������Clarity���ִ�NexoΪ������������ҵ����ȼ�ϵ�س������ܵȷ����Ѿ��ﵽ�˴�ͳȼ�ͳ�ˮƽ�����ó���ȼ�ϵ�ع��ʼ���һ����100kW ���ң����ó���ȼ�ϵ�ع��������30~200kW��������ͨ��������˾��FCV80�������ҹ���һ����ʼ���۵�ȼ�ϵ�س�����������Ҳ���Ƴ�ȼ�ϵ�ع����Ʒ���ӳ�����������༯�������ó����ӹ��ʼ������ڳ���ȼ�ϵ�ض���Ҫ��30~50kW Ϊ�������ʵȼ��ձ���ڹ���ͬ��ȼ�ϵ�س�����ԭ��ӱ����Ͽ�����ҵ��ӭ�ϲ��������ż����������η��濴���ҹ��߱ȹ��ʼ���������Ƚ�ˮƽ����һ���ľ��루������Ŀǰ�����ĵ�ѻ��DZ�����ѣ�����ˣ��б�Ҫ��߹����ܶȣ��������ڳ��ó����Ŀռ���Ҫװ��һ�����ʵ�ȼ�ϵ�ضѸ���Ҫ�ߵĹ����ܶȡ����⣬�ӽ��ͳɱ��ĽǶȣ���߹����ܶȿ��Խ���ȼ�ϵ�ز��ϡ�������Ӳ�����ģ��������������ؽ���ȼ�ϵ�سɱ���
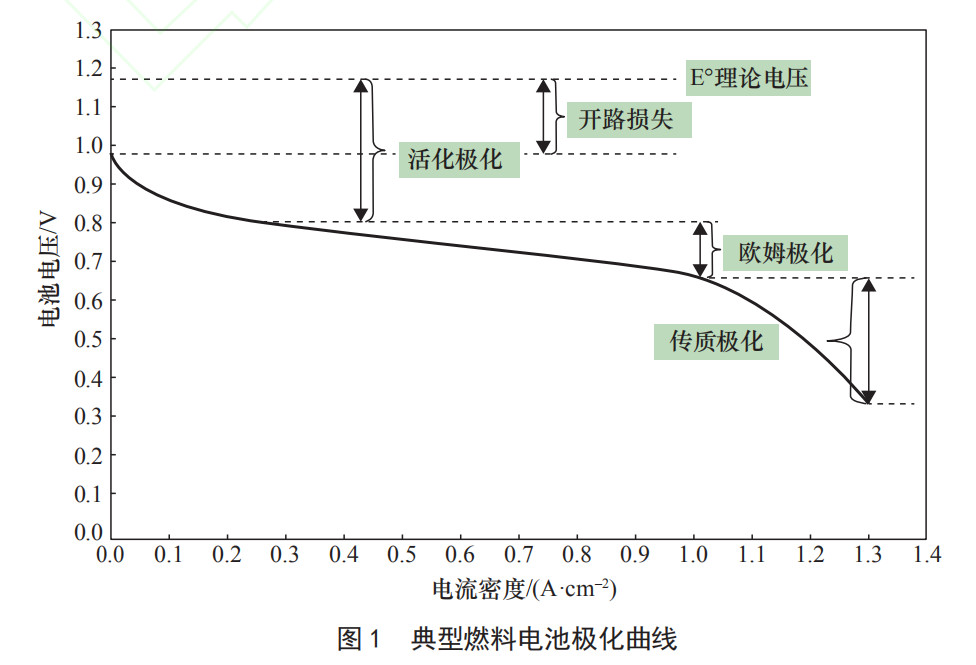
���ȼ�ϵ�صĹ����ܶ���Ҫ������������С������������֡������ܷ��棬��ȼ�ϵ�ؼ������ߣ���ͼ1��������֪��ͨ�����ͻ������ŷķ���������ʼ����ȶ���������ȼ�ϵ�����ܣ������Ҫ�Ľ�������Ĥ��˫����ȹؼ����ϵ����ܣ���Ҫ���ϵ�ѵ�һ���Եȣ���������棬��Ҫ���ͼ����Ӳ���ĺ�ȣ�����ɶȵȡ����Ľ������۷���������ʵ���������֣�̽����߹����ܶȵ���Ч;���������±�������о���Ա�����̼�����Ա�ο���
�������ԡ����ȶ��Դ�����缫
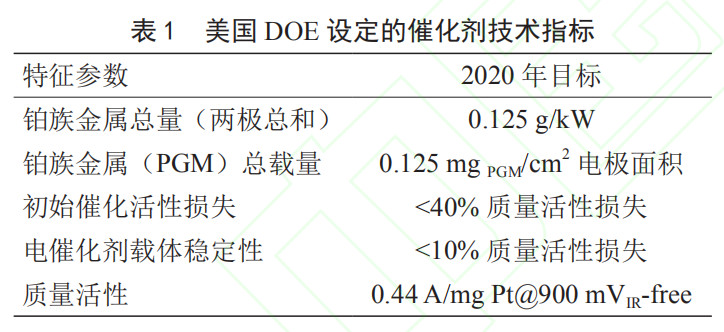
��ȼ�ϵ�ؼ������߿��Կ��������ȼ�ϵ����������Ҫ���ͻ���������������Ҫ���������������ء�ȼ�ϵ���ڷ�Ӧ�����У���������ԭ��Ӧ��ORR���Ľ��������ܶ�Զ������������Ӧ��HOR����һ�㼫����ʧ��Ҫ�����������ࣨ�����ࣩ����ˣ��о��������������������Ļ��ԡ�Ŀǰ�����ӽ���Ĥȼ�ϵ���г��õ����ô����Dz�̿������Pt/C�������� Pt ����������ɢ��̼�ۣ��� XC-72�������ϵĵ����ʹ�����ʵ��ʹ�ò��Է����������ô����ڻ��ԡ��ȶ��Եȷ��涼����һ�����㡣������Դ����DOE������ָ�����1��ʾ���о���ͨ��Pt������ơ�Pt-M�Ͻ������Pt-M�˿Ǵ�����Pt�������Ρ�Pt��ԭ�Ӳ�����ȶ���;��̽�����ԡ����ȶ��Դ����Ľ������������Щ�о���Ŀǰ����ʵ��Ӧ�õ�ֻ��Pt-M�Ͻ������
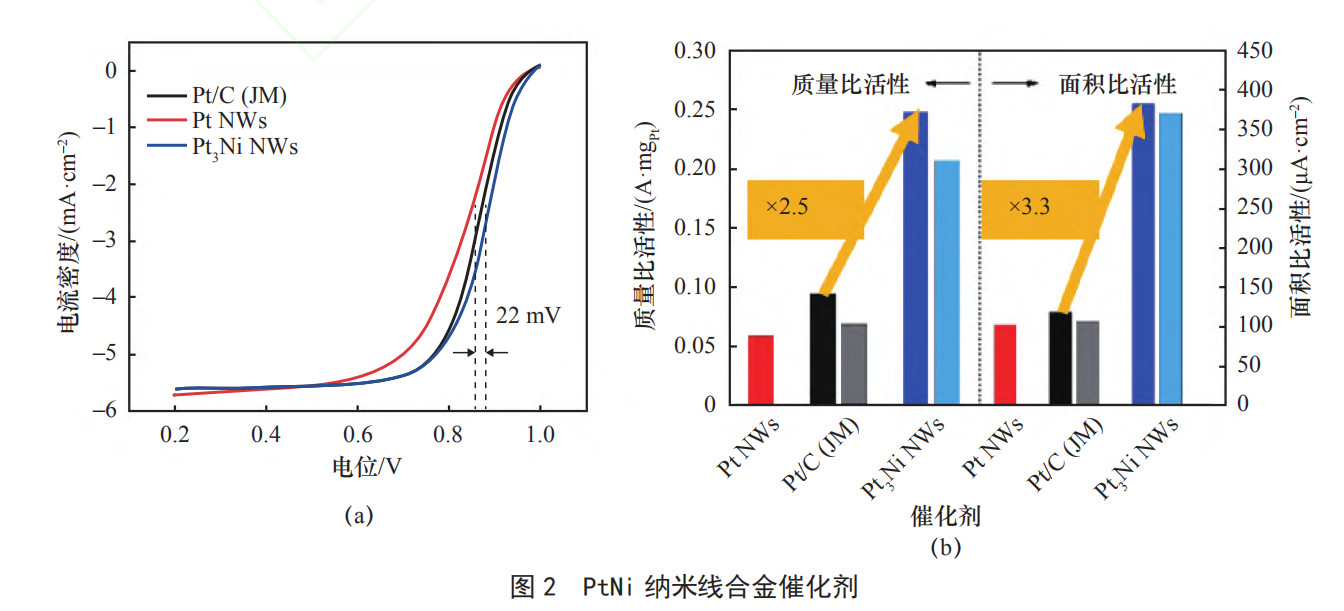
Pt-M������Pt����ɽ����γɵĺϽ������ͨ�����ɽ���������Pt�ĵ����뼸��ЧӦ��������ȶ��Ե�ͬʱ�������Ȼ���Ҳ������ߣ�ͬʱ�������˹������������ʹ�����ɱ�Ҳ�õ�����Ƚ��͡� ��Pt-Co/C��Pt-Fe/C��Pt-Ni/C�ȶ�Ԫ�Ͻ������չʾ���˽ϺõĻ������ȶ��ԡ�Chen �������ò����Ͻ�������Ľṹ�仯���Ʊ��˸�������ȶ��� Pt3Ni �������������������Ȼ���������Ȼ��Էֱ����36����22������Pt�Ͻ����Ӧ�÷��棬����������˾��¶��������������ҵ��ȼ�ϵ�س�Mirai�Ͼ��Dz�����Pt-Co�Ͻ������ʹ��������������1.8�����й���ѧԺ������ѧ�����о�����������������������Pt3Pd/C�����Ѿ���ȼ�ϵ�ص�ѵõ�����֤�������ܿ�����ȫ�����Ʒ�����������⣬���������������Ƴ��˳�СPtCu�Ͻ�������������Ȼ�����ĿǰPt/C��3.8����PtNi �����ߺϽ��������������Ȼ��Էֱ�ﵽPt/C��2.5���� 3.3 ������ͼ2����չʾ�˽Ϻõ�Ӧ��ǰ����
Ŀǰ�����Pt-M��������Ҫ���ȼ�ϵ�ع����¹��ɽ������ܽ����⣬�����ܽⲻ�������˴������ԣ�����������ڽ������������Ĥ�������⡣��ˣ���� Pt-M �������ȶ��������Ҫ��һ���о���Pt �Ͻ�������ȶ��Ա��ϣ���������������ȶ������⣬��Ҫ��ϵͳ���Ʋ��Գ��������ٴ�����˥������������ߴ����ȶ�������Ҫ���á�
������ߴ������ԡ����ٻ�����⣬�缫�ṹ����������Ҳ�dz���Ҫ���缫ͨ������ɢ���������ɣ���ƺ����ĵ缫�ṹ�����ڽ���ŷķ�����봫�ʼ������缫�ķ�չ���������ý�һ����������������߷�ӦЧ�ʣ����������ɢ��Ĵ���ͨ�������ƴ��ʹ��̣�������ߵ缫�ļ������ܶȣ�ʹ�������������ﵽ2.5~3A/cm2 ����ߡ�����������˾��Miraiȼ�ϵ�ضѾ��Dz����˱��ĵ��ܶ���ɢ�㣬���Եؼ�����ŷķ�����봫�ʼ�����ʹ���������ܶȵõ����������
������ǿ���ϱ�Ĥ
��ͼ1�ɼ���������ܳ���Ҫͨ����ߴ������Խ��ͻ�����⣬���ŵ�������������ֱ�߶ε�б����Ҫ��ŷķ���������ģ�����Ĥ��ŷķ����ռ����Ҫ�ݶΪ��������ܣ�Ŀǰ�������ӽ������õ�Ĥ�����ڱ��ͻ����ɼ�ʮ���͵�ʮ�������£��Խ������Ӵ��ݵ�ŷķ��������ýϸߵ����ܡ����DZ�Ĥ�ڳ������й����£������ѹ������ʪ�ȡ��¶ȵȲ��������Ķ�̬�仯���������ܵ���е�����뻯ѧ���⡣����Ĥ���ɾ���Ĥ���Զ����ģ������þ���Ĥ����֬���л������︴��ʹ��Ⱦ���Ĥ��ijЩ���ܷ���õ�ǿ������ˣ���ǿ���ϱ�Ĥ�ǽ����ĤӦ�õ���Ҫ�����������ǿ����Ĥ�ȱ�֤�˱�Ĥ��������ʹ���еǿ�ȼ���ѧ�;��Եõ�ǿ������ʵ�ֵļ���;��һ�ǻ�е��ǿ�����ǻ�ѧ��ǿ����ͼ3����
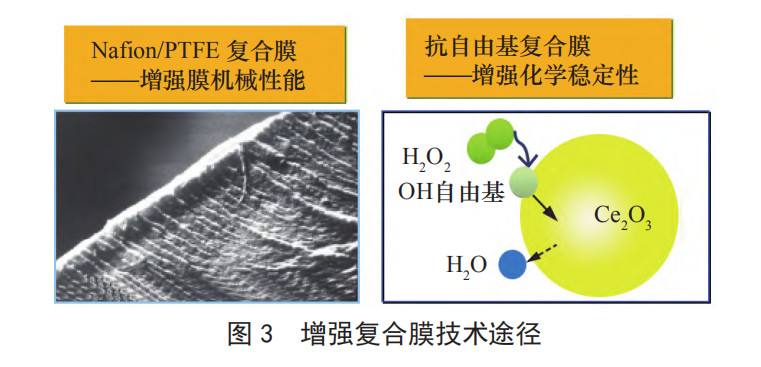
��е��ǿĤ���Զ�ױ�Ĥ������PTFE������άΪ��ǿ�Ǽܡ�����ȫ��������֬�Ƴɸ�����ǿĤ���ֲ��ڹᴩ���Ĥ֮�����֬��֤�����Ӵ��������Ĥʹ��Ĥ��ǿ����ߣ�ͬʱ�ߴ��ȶ���Ҳ�д�����ƣ������������˾�ĸ���Ĥ���й�������������ר������ Nafion/PTFE ������ǿĤ��̼������ǿ����Ĥ�ȡ���ѧ��ǿ��Ϊ�˷�ֹ���ڵ绯ѧ��Ӧ���������ɻ�����Ļ�ѧ˥�����������ɻ�������������߷ֽ���������Ӧ�����е����ɻ�������;��ԡ�����������������NafionĤ�м���1wt.%��CsxH3−xPW12O40/CeO2 ����ɢ�����Ʊ����˸���Ĥ������CeO2�еı�۽�������������ԭ���ʴ������ɻ���CsxH3−xPW12O40 �ļ����ڱ�֤�����õ����Ӵ�����ͬʱ��ǿ����H2O2���ֽ��������Ͼ���ѧ�����ӽ���Ĥ�м��뿹��������ά����E������Ҫ�ɷ�α-�����Ӳ����ܹ������ɻ���Ϊ����̬�������ܹ����������������£����»�ԭ���Ӷ������ȼ�ϵ��������
�ġ�˫�������������
˫������ȼ�ϵ�ص���Ҫ��������������֧��Ĥ�缫�����д������ӡ����䷴Ӧ������������ˮ����ˣ�˫������ȼ�ϵ�����ܷ��棬����Ӱ��ŷķ�������Ӱ�촫�ʼ�����
�ӽ���ŷķ�������濼�ǣ�˫����Ҫ�������õĵ��Ӵ����ԡ�Ŀǰ���õ�˫�������ʯī���ϡ�ʯī���ϲ��ϡ��������ϣ�������˫������Ͼ��������õĵ����ԣ�����Բ�ͬ��Ӧ�ó���Ҫ��һЩ���⿼�ǡ���ʯī˫���嵼���Ժã���ͨ��Ҫ��е��̳��������ӹ�Ч�ʵ͡��ɱ��ߣ��ǵ�һ��˫���弼��������ȡ����ʯī���ϲ���ͨ���Dz���̼������֬����ְ�һ����������Ƴɵģ�����ͨ��ģѹ�����ӹ��������������õľ����ԣ�����֬�ȷǵ��������ʵļ������һ���̶���Ӱ�쵼���ԣ��������ڴ�����ܶ��±������ԣ���������߹����ܶȣ���ˣ�ʯī���ϲ���Ҫ�ڱ�֤˫����������ԡ��ɼӹ��Ի����Ͼ�������ߵ����ԡ�
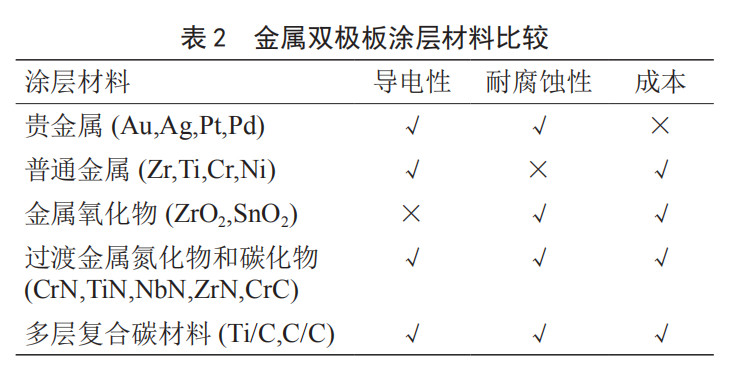
�����ǵ����ȵ������壬����Ϊ˫������ϵõ�Խ��Խ�ձ��Ӧ�ã������dz����ռ����ƣ�����ó�����Ҫ��ȼ�ϵ�ؾ��нϸߵĹ����ܶȡ�������˫�����������ʵ��˫����ı��ͻ��������������������ԣ���Ϊ�����ȼ�ϵ�ع����ܶȵ���ѡ������Ŀǰ����������˾���ý���˫���弼���������������˾��������ʽ���硢�ִ���������˾�ȡ�����˫���弼����ս������ȼ�ϵ�ػ����£����ԡ���λ��ʪ�ȣ�������ʴ���Ҷ�ȼ�ϵ��������������ϵ���������Ⱦ�ԡ�Ŀǰ���õĽ���˫��������Ǵ��б���Ϳ��IJ���ֻ��Ѳġ����ȼ�ϵ�ز����˫���������ʴͿ�㼼��������������˴�����ѧ���о���������Ϳ�����Ҫ��֤��ʴ������汸���ܣ������Ե�Ϳ��������2��ʾ��������˵������Ϳ����Ͽ��Է�Ϊ������������������̼Ϳ�����ࣻ���������������Լ���������������Ϳ�㣬����������ȣ����ܳɱ��ߣ�����������Խ����ʴ���Լ���ʯī���ƵĽӴ�����ʹ���������������в��á�Ϊ�˽��ͳɱ���������ĺ�Ⱦ�������������Ҫ������ס�����������Ϳ����Ŀǰ�о��϶�ı��洦����������Ti-N��Cr-N��Cr-C �ȱ��ֳ��ϸߵ�Ӧ�ü�ֵ�����˽�����Ϳ�����⣬�ڽ���˫����̼��Ĥ����Ҳ��һ��̽������ʯī������ۺ���۱��������������Լ�����ʯ�ȱ�Ĥ������������˾Ce2O3H2O��ר��������US2014356764����¶�˾��иߵ����Ե� SP2 �ӻ��������̼��˫������洦��������
����Ϳ����ϣ�Ϳ����Ʊ�����Ҳ���������ʴ�ԡ���֤�����Ե���Ҫ���ء�Ϳ��Ҫ��������ס����Ѻ۵ȣ�����˫������洦����������˫�������Ŀǰ�ձ���ڵ����⣬����Ϳ�����Ʊ������еĿ��������γ��˲������࣬�Ӷ�������Ĵ��ڣ�ʹ����ȼ�ϵ�����л�����ͨ��Ϳ���������˻���ĸ�ĵĵ绯ѧ��ʴ�����⣬����Ϳ��������������ϵ����ͬ���ڹ���ѭ��ʱ��������ѭ���ᵼ�����ƣ�Ҳ��ֵ�ù�ע�����⣬ѡ�üӹ��ɲ㷽������ʹ����õ����⡣���������������������ѧ���������˽���˫���������Լ������о�������������ƫѹ�绡���ӶƼ����Ʊ����Ĥ�ṹ������������ṹ��ƿ������˫����ĵ��硢��ʴ�ԡ�
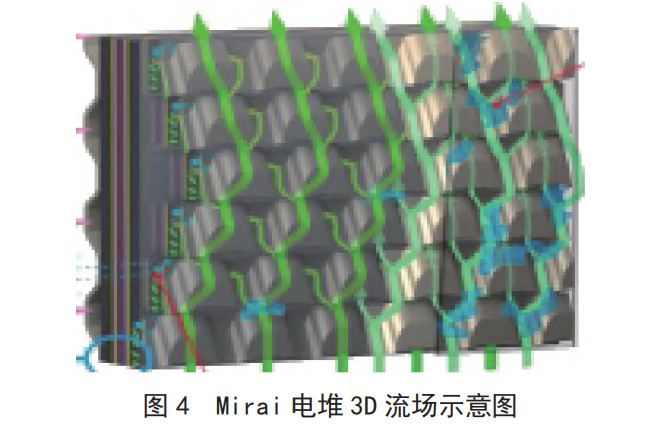
������˫������������벼�֣��������ʹ��ʼ������ã���������ߴ�����ܶ��µ����ܣ���һ����ߵ�ѵĹ����ܶȡ�����������˾��Mirai ȼ�ϵ�س�������Ƴ���3D����������������ͼ 4�����ı��˴�ͳ���͡�ƽ�й����͵�2D�������ͣ�ʹ�����д�ֱ���Ҵ�����MEA��������ɢ�������ķ�������Ӧ���������ﲻ�ǵ�������Ũ����ɢ���������뷴Ӧ���棬������ǿ�ƶ������ã�����ظ�����ȼ�ϵ�ش����ƶ��������ܵõ��������������⣬����3D��������һ���Ĵ�ˮ���ܣ�������ȼ�ϵ������ʱ��ʪ�ȵ�����������ߵ���ʪ��ȼ�ϵ�����ܡ�
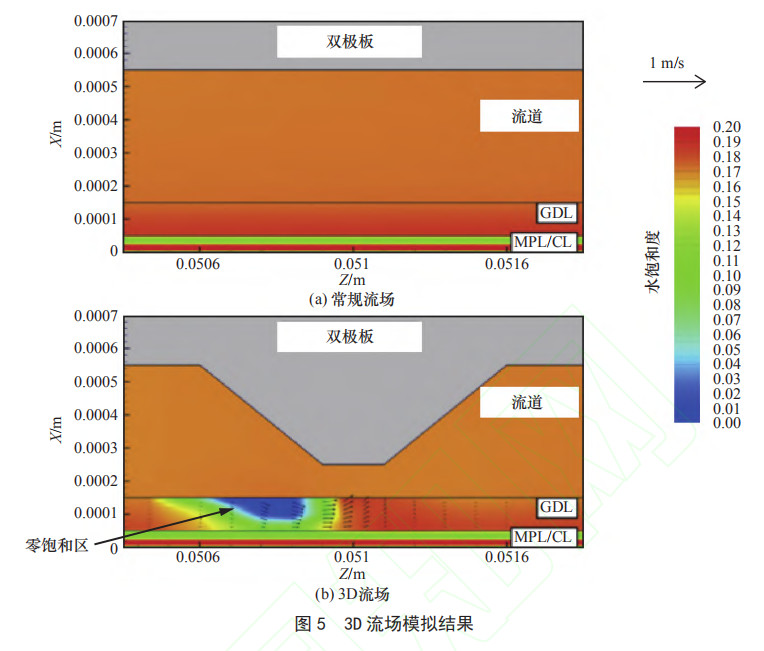
ͨ��ģ�������Ը���һ��֤ʵ3D����ǿ������������ɢ�����ˮ��������ͼ 5��3D ��������ɢ���ڳ�����ˮ���㱥��������ͬʱ�����������ڴ����ǿ�ƶ����������ڸߵ���ʱ��2D����ƽ�й��������Ƚϣ�ȼ�ϵ���������˺ܴ��������
�塢�����װ��һ����
�����װ��һ���ԶԵ�����ܵ����������Ҫ����װ������Ѳ���֮�����ϳ̶ȣ���װ���õĵ�Ѳ�����Ӳ��������ܣ�һ�����Ǻ�������������ӵ���Ҫָ�꣬һ���Ժõĵ�ѿ����ڴ�����ܶ��¹�������������ߵ�ѵĹ����ܶȡ�
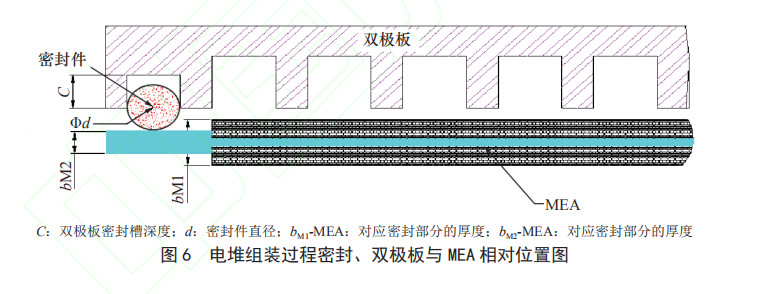
�����װ����ͨ������ѹ�����Ͻ��еģ�һ��������һ������װ˳��λ��������MEA��˫������װ���������Լ����塢�˰壬ͨ������װ�ù̶��γ�һ�������ĵ�ѡ������װ����Ҫ��֤����ܷ����⣬��Ҫ��֤ MEA ��˫�����������ýӴ��������ƽ�Ҫ���ǵ���ܷ�Ԫ���α���MEA �α��ƥ�䣬����װ������ͨ�����Ƶ�Ѹ߶ȶ���˫������Ĥ�缫��ɢ����Ƕ����ȣ���ͬʱʹ�ܷ�Ԫ���ﵽԤ���ı�������ͼ6Ϊ�����װ�����ܷ����˫������ MEA ���λ��ͼ�������װ�߶�Ϊh=h1=h2������h1Ϊ����MEAѹ���Ի��Ԥ�ڽ�С�Ӵ��������װ�߶ȣ�h2Ϊ�����ܷ����Ҫ�����װ�߶ȣ�һ��ͨ�������������ȷ����ý�С�Ӵ����� MEA ��ѹ���� fM ���ܷ��ѹ����fr���ܷ��ѹ����fr�����ܷ�ṹ����Ͽ���һ����Χ�ڵ�������30%~60%����
h1 = [bM1(1–fM) + bb]·n+K ��1��
h2 = [2d(1–fr) + (bb–2C) + bM2]·n+K ��2��
ʽ��1������2���У�frΪ�ܷ��ѹ���ʣ�fMΪ˫�����MEAѹ���ʣ�bbΪ˫����ĺ�ȣ�nΪ����е���ؽ�����KΪ����Ӳ���缯���塢�˰�ȵĺ�ȡ�
�����ø߶ȿ�������õ�������װƥ���⣬�����Բ�����װ�����Ʒ�ȷ����Ѳ���֮�������ƥ���ϵ����װ������ͨ����װ��е����ѹ��ʵʩ��������װ���Ӵ�˫������ MEA ��ĽӴ����٣����ﵽƽ������Ϊ��ѵ���װ������������ͼ7����ͨ���Ӵ���������װ���Ĺ�ϵ�����ڵ����װǰͨ���������������ã���ȷ���Ӵ�����ﵽ��С״̬��Ӧ����װ����
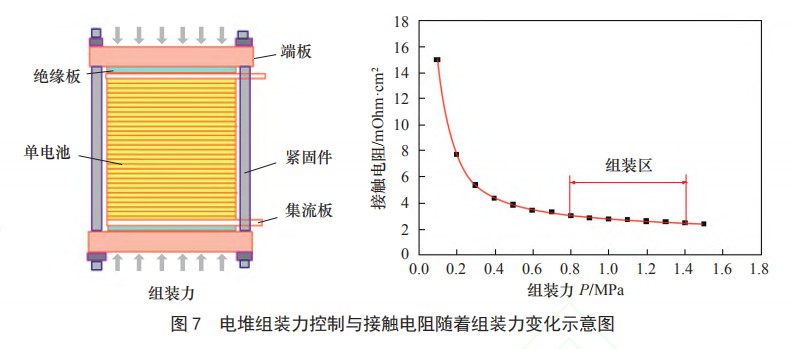
ȼ�ϵ�ضѵ�һ��������ߵ�ѹ����ܶȵĻ������ϡ�һ���Ա�ʾ��ѵ���ѹƫ��ƽ������ѹ�̶ȣ�һ���Ժõĵ�ѣ�����ʵ�ֵ���ͬ���ŵ硣������һ���Բ��ã����ڸ���ڵ���ѹƫ�ͣ���������һ���Ӵ�ʱ���ܻᵼ�·������ڰ�ȫ�ǶȲ���������Ҫ���ⷴ���ij��֣�һ����ϵͳ�����̨���ж�Ҫ���е͵�ѹ��������ˣ����һ���ԣ���ѾͿ���ͬ���ڽϸߵĵ����ܶ��¹�����ʵ�ֹ����ܶȵ���ߡ�
���һ����������ơ����졢����������������ء�����Ʒ��棬Ҫ���ǽ�����ṹ�Կ��ܲ��������������жȣ���֤�������ľ�һ�ԣ������췽�棬Ҫ���Dz��Ͼ�һ�ԡ����Ƽӹ����ȣ���֤��ʼ����һ���ԣ��ڲ������棬Ҫ���Ⲽ��ˮ�͡�Ƿ�����ֲ��ȵ�ķ�������֤��������һ���ԣ����⣬Ҫע���ѱ�Ե���ܲ������¶Ȳ�����������䲻�����⣬���������Ե���ڹ�������
������������������ʮ����з��ر����������Ŀ��ٷ�չ�����У���Ը߱ȹ��ʵ�Ѽ������о������ص�۽��ڴ������缫�����Ͳ��ϡ�Ĥ�缫��������˫���塢��ѽṹ��������й������������Ƶȷ��棬�������˸�������ǿ�������ӽ���Ĥ������˳�����������Ӧ�ԣ��Բ����Ϊ��������˽���˫������ϱ�����ʴ�����紦��Ϳ�㷽���������������ȹ��ʣ���չ�˻��ھ�����Ϳ��������ͨģʽ��CCM���Ʊ���������λ�����ܶ����ܵõ�����������ڵ�ѽṹ���棬����ơ��Ʊ���������������е��أ�ͨ��ģ������ֶ��о������ṹ���������������ֲ���Ӱ�죬����ؼ�Ҫ�أ�̽����ˮ�Ĵ��ݡ�������ˮ�����ٶȡ�ˮ����ϵ�����缫/����������֮���������ϵ����������/��̬�غ������Ե��������Ӱ�죬��֤��������й����б��־�һ�Ե�Ѿ��кܺõ�һ���ԣ����������ܶȳ���2.0 A/cm2��������������Ŀǰ�������ĵ�ѹ����ܶȿ��Դﵽ3.0 kW/L��
��������
ϰ��ƽ��ϯָ������չ����Դ�������ҹ������������������ǿ���ı���֮·��ȼ�ϵ�س������������е��������ڳ�Ϊ����Դ��������Ŀ��ע��Ȼ����ʵ��ȼ�ϵ�س��Ĵ��ģ��ҵ������Ҫ���һЩƿ�����⣬����������ʩ���⡢���߷�������ȣ��ڼ������棬��Ҫ��һ�����ȼ�ϵ�����ܡ����ͳɱ�������;��Եȡ�ȼ�ϵ�ص����ȼ�ϵ�������ĺ��ģ���ȹ����Ǵ�����Ѽ���ˮƽ����Ҫָ�ꡣ��ߵ�ѱȹ��ʣ�����������߳����Ķ������ܣ����ң���ͬ�������������£��߱ȹ��ʵ��Ҳ���Դ������ȼ�ϵ��Ӳ���ɱ��������ø��Դ���������ǿ����Ĥ��������ʴ˫����ȴ����Բ���ʵ��ȼ�ϵ�ضѸ߱ȹ��������⣬��ѽṹ�Ż�ҲӦͬ�����ǣ���ͨ�� 3D �������Ը��ƴ�����Ĵ��ʼ������Ż���װ���̿�����Ч����ŷķ��������ߵ�ѵ�һ���������ڱ�֤��Ѹ߹����������Щ��ʩ�����Դٽ�ȼ�ϵ�ض����ܵ���ߣ�������ȼ�ϵ�ضѱȹ��ʵ���������Ȼ��ȼ�ϵ�ض������ܡ��ȹ�����ߵ�ͬʱ����Ҫ��ע���;�����ɱ��������ܡ����;�����ͳɱ���ȼ�ϵ��ʵ����ҵ���Ĺؼ����ء�




�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
ȼ�ϵ�ص�˥������
2022-04-01 10:25 -
����������������ϵ���ս�����½�չ
2021-04-09 12:28 -
������ȼ�ϵ�ص��ŵ㼰�ؼ�����
2021-04-02 09:51 -
�����ӵ�����Ƚ��л��缫���ϵ����½�չ���ϳɡ���������ս��ǰ��
2020-01-31 13:49 -
ȼ�ϵ����﮵��ȫ��λ�Ա�
2019-07-29 10:20 -
��¶����ȼ�ϵ�ضѼ�ϵͳ��Ʒ��������ʵ����
2019-07-25 09:54 -
1+1>2?��������ζԿ�ȼ�ϵ���еĻ�ѧ˥��
2019-06-13 10:10 -
��֪ʶ�������˾������ܳ��������ģ���ȼ�ϵ�ص�ԭ����ʲô
2019-05-28 09:27 -
ȼ�ϵ�صľ��ѣ�2�ε�ػ�
2019-04-17 22:25 -
��μ���ȼ�ϵ��������ʻ���
2019-03-11 16:14
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

ר��


�������
-
ȼ�ϵ�ص�˥������
2022-04-01 10:25 -
����������������ϵ���ս�����½�չ
2021-04-09 12:28 -
������ȼ�ϵ�ص��ŵ㼰�ؼ�����
2021-04-02 09:51 -
�����ӵ�����Ƚ��л��缫���ϵ����½�չ���ϳɡ���������ս��ǰ��
2020-01-31 13:49 -
ȼ�ϵ����﮵��ȫ��λ�Ա�
2019-07-29 10:20 -
��¶����ȼ�ϵ�ضѼ�ϵͳ��Ʒ��������ʵ����
2019-07-25 09:54 -
1+1>2?��������ζԿ�ȼ�ϵ���еĻ�ѧ˥��
2019-06-13 10:10 -
��֪ʶ�������˾������ܳ��������ģ���ȼ�ϵ�ص�ԭ����ʲô
2019-05-28 09:27
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�