

��ͬ��Ƭ�ĵ��Һ��������

�����Ƭ�ĵ��Һ���������Ӱ��ܴ��Һ����Ч������ʱ�����Ӵ���·����Զ���谭���������������֮��Ĵ���δ�Ӵ����Һ�ļ�Ƭ�������ص绯ѧ��Ӧ��ͬʱ��ؽ����������Ӱ��﮵�صı������ܡ��ŵ�������ʹ����������ͬ��Ƭ�ĵ��Һ�����������ô����
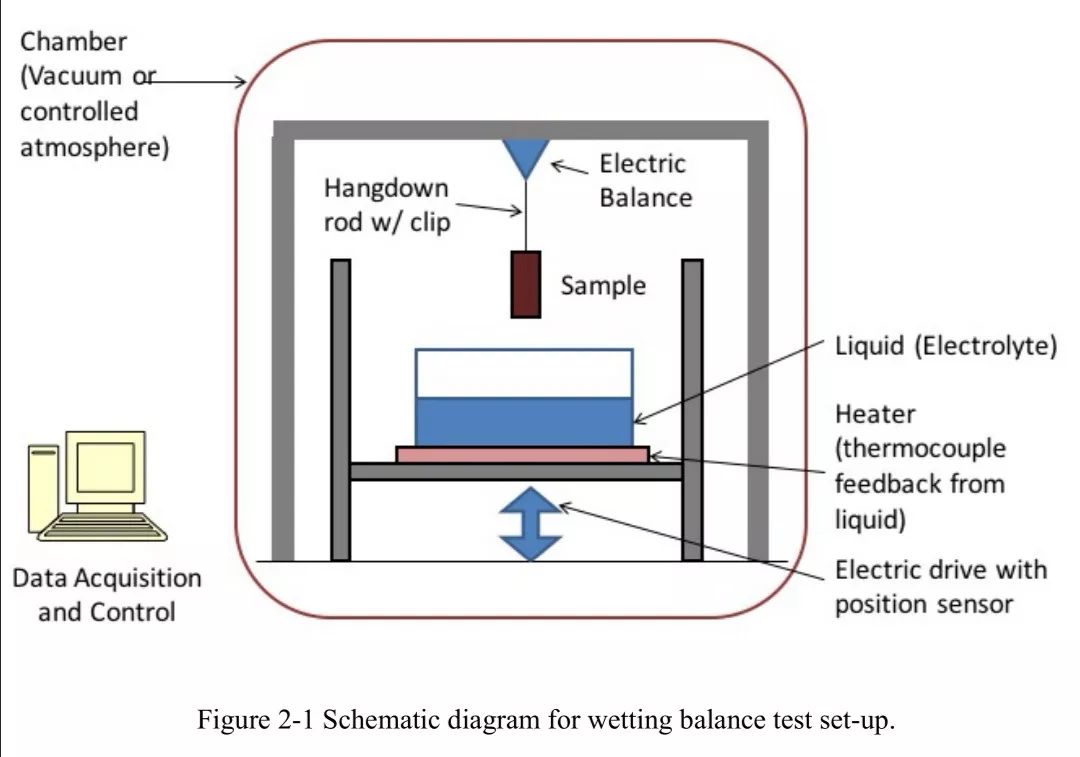
ʵ��װ������ͼ��ʾ��װ�ô��ڶ������屣����Χ�С����Һ���������ڿɼ��ȵ�����ƽ̨�ϣ�ƽ̨����ͨ��������������Ծ�ȷ����λ�ơ���Ƭ��Ʒ�����ڵ�����ƽ�ϣ���������ƽ̨ʹ��Ƭ��Ʒ��û�ڵ��Һ��5mm�����ݲɼ���ʵʱ��¼��Ʒ�����������ݣ�ͨ������—ʱ�䣨m—t�����ݷ�����Ƭ�ĵ��Һ�������ʡ�
�缫�еĵ������ʪ��������ëϸ�����������Է�Һ���������̣����Թ��Ժ�������Ӱ�죬��ˣ��缫�е��Һ������ʱ��仯�Ĺ�ϵ���������� Lucas-Washburn ��������������ʽ 2-1a �� 2-1b ��
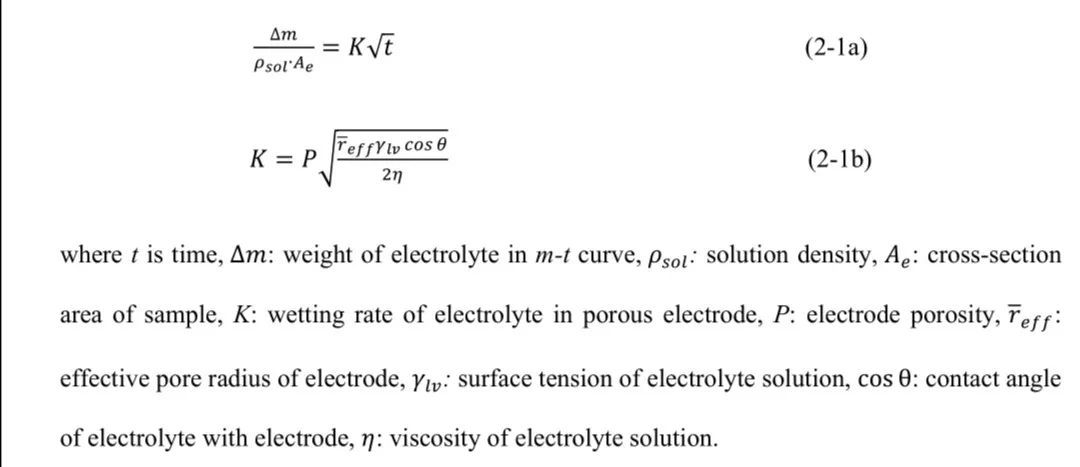
���У�t��ʱ�䣻��m��m-t �����е��Һ��������ρsol����Һ�ܶȣ�Ae����Ƭ��Ʒ�ĺ�������K�����Һ�ڶ�缫�Ľ������ʣ�P���缫��϶�ʣ�reff���缫��Ч���� ���Һ��Һ����������θ�����Һ��缫�Ӵ��ǣ�
���Һ��Һ����������θ�����Һ��缫�Ӵ��ǣ� ���Һճ�ȡ�
���Һճ�ȡ�
ʵ����Բɼ����ĵ�������—ʱ����������ͼ��ʾ����Ƭ������Һ�������յ��Һ������Ѹ�����ӡ�֮���Һ�ڵ缫��϶�ڽ��������������ӣ����Һ����������Ҫ����������̵�������ã����Һ�½��뿪��Ƭ������Ѹ�ٽ��ͣ��ٵ缫����ĵ��Һ�������������½���

�Ե��Һ����ε����߽��з�������ͼ2-2b��ʾ�����ݹ�ʽ2-1a��������Ϊʱ���ƽ������������Ϊ����/����Ʒ������·���Һ�ܶȣ�����ͼ�������߽���������ϣ�ֱ��б�ʼ�Ϊ���Һ��������K��
������95%NMC������ֱ��d50=7-10�ס�
������95%ʯī��d50=6-9�ס�
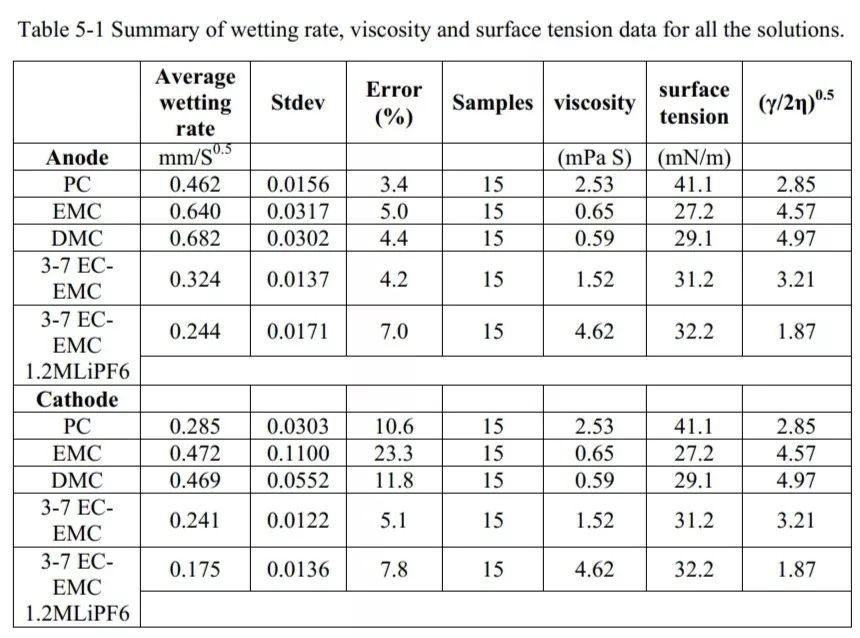
���Һ��EC:EMC=3:7��1.2M LiPF6��
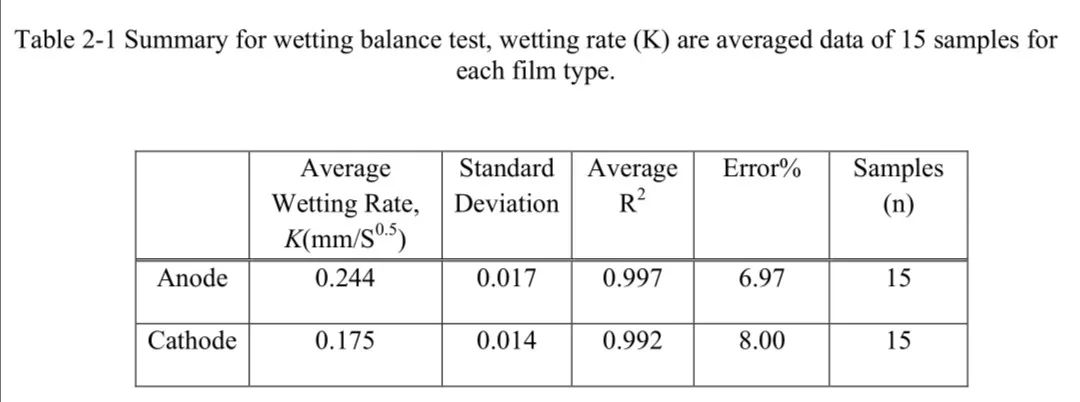
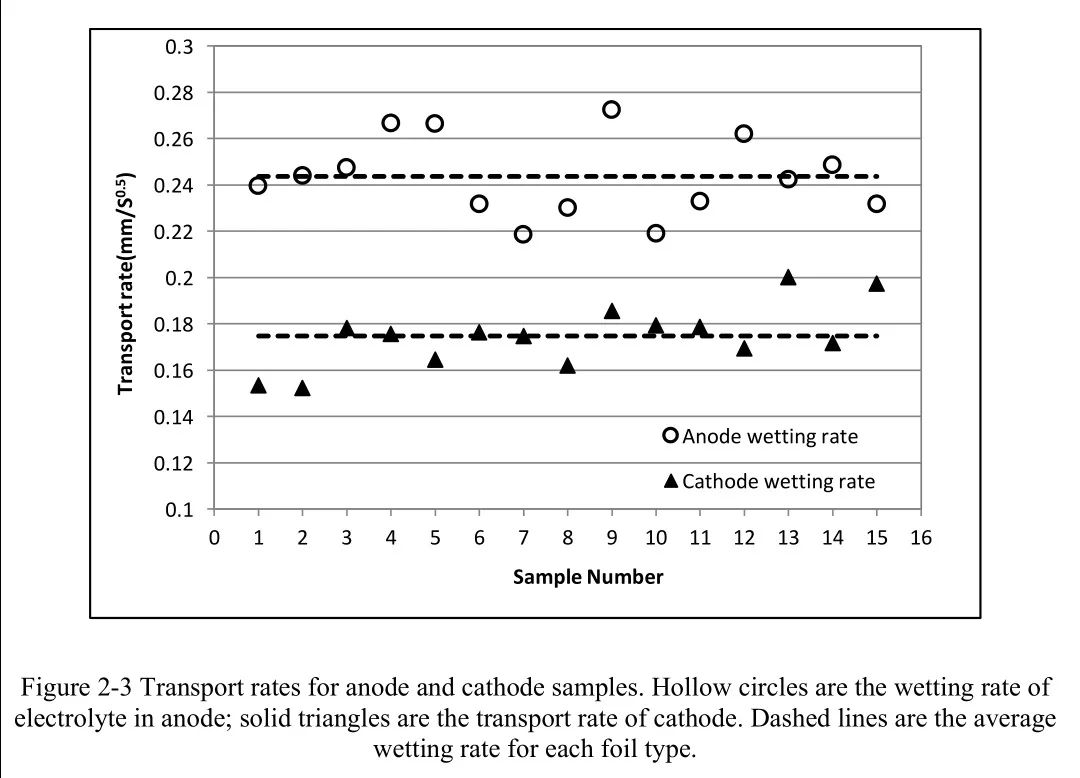
��������Ƭ�ֱ������15����Ʒ�����ݷֲ���ͼ2-3��ʾ������ƽ��ֵ�����2-1�С�������Ƭ���Һ�������ʱ�������Ƭ��0.244 > 0.175���������������Һ���졣
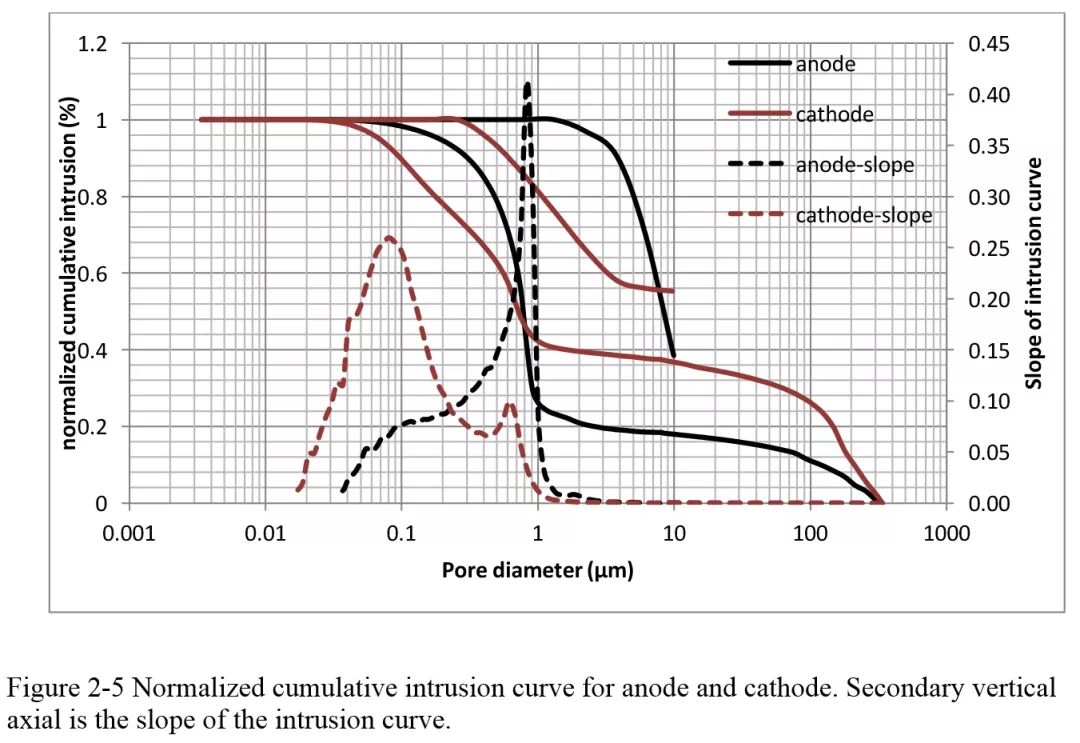
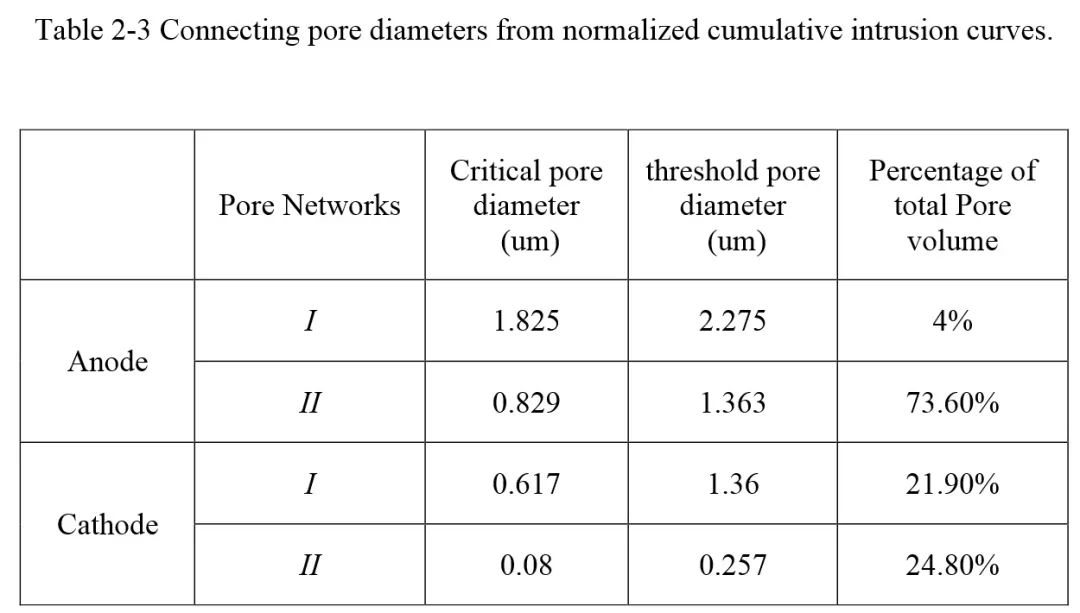
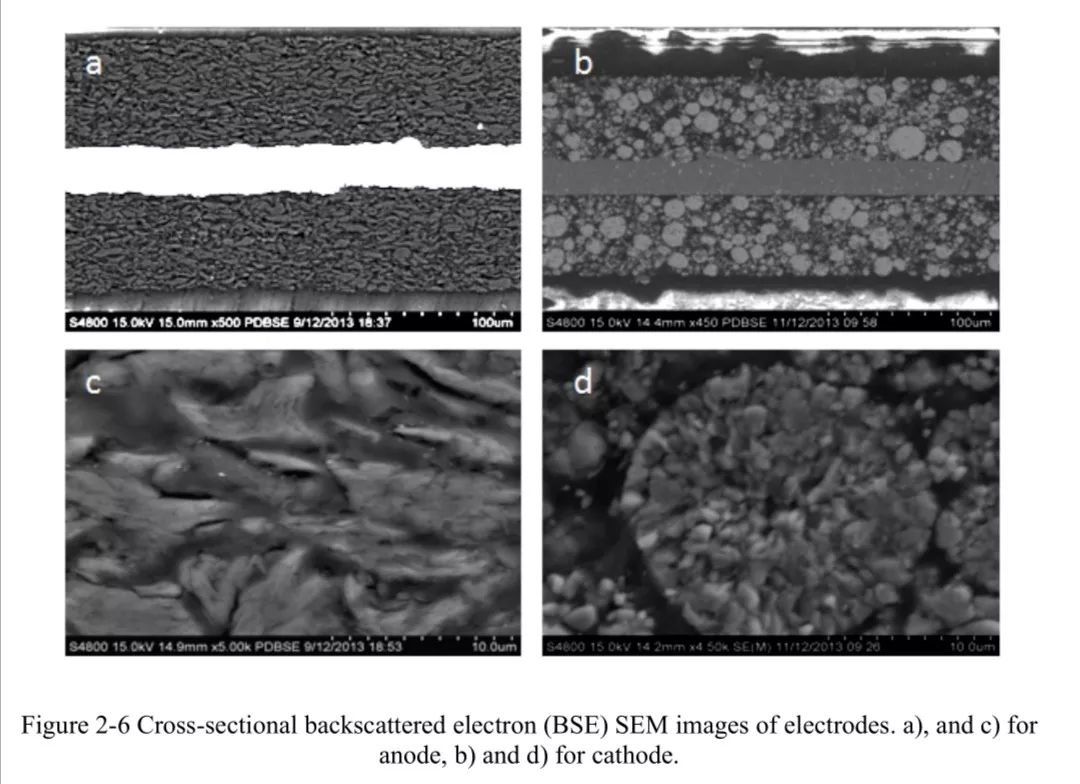
�������ʺͼ�Ƭ�ṹ������ѹ�������Լ�Ƭ�ṹ����ͼ2-5��ʾ����Ƭ�ֵĿ��Է�Ϊ���࣬��I����ף�����֮��Ŀ�϶����II��С�ף������ڲ��Ŀ�϶����ǻ֮��ͨ��������ͨ����ͼ�з�����������IJ����������2-3�������ܿ�϶�ʱ���������ƽ����Ҳ����������С��ռ�ܿױ�ֵ�ߣ���϶��ͨ�Ը��ã�ͼ2-6����������Ƭ��ò�Աȡ���ˣ������������ʸ��졣
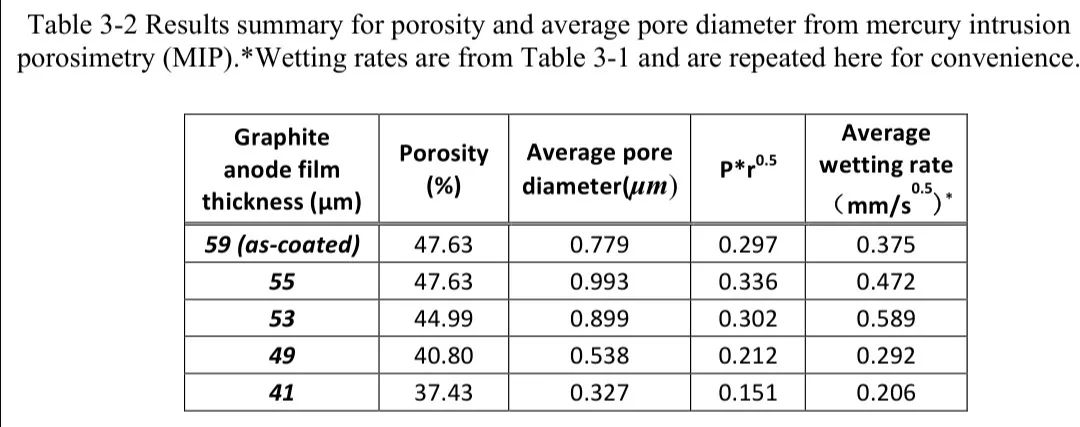
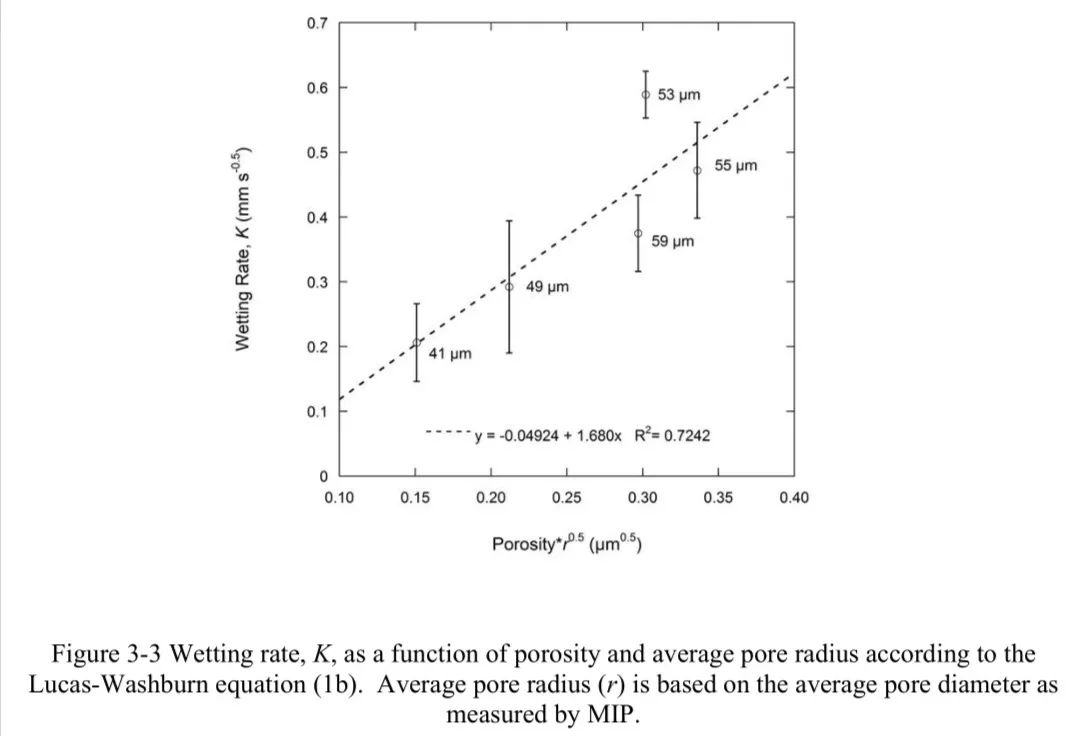
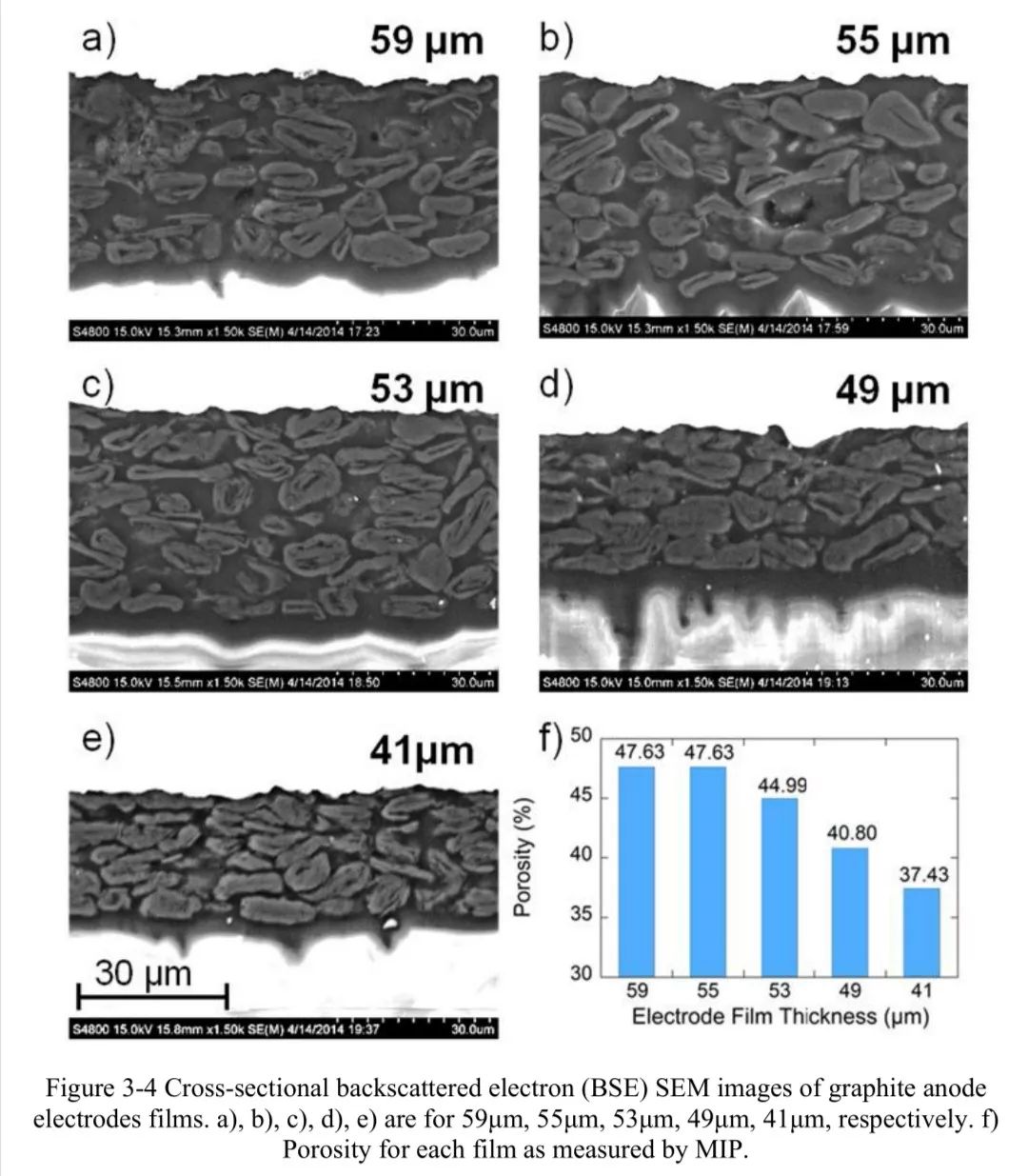
��ͬ���ܶȣ����ֲ�ͬѹʵ�ܶȵĸ�����Ƭ��϶�ʣ�ƽ�����������������3-2��ʾ�����ݹ�ʽ2-1b��������Ϊ��϶��*����ƽ������������Ϊ�������ʣ���������ϣ��������Բ����ر�ã���ͼ3-3��ʾ��
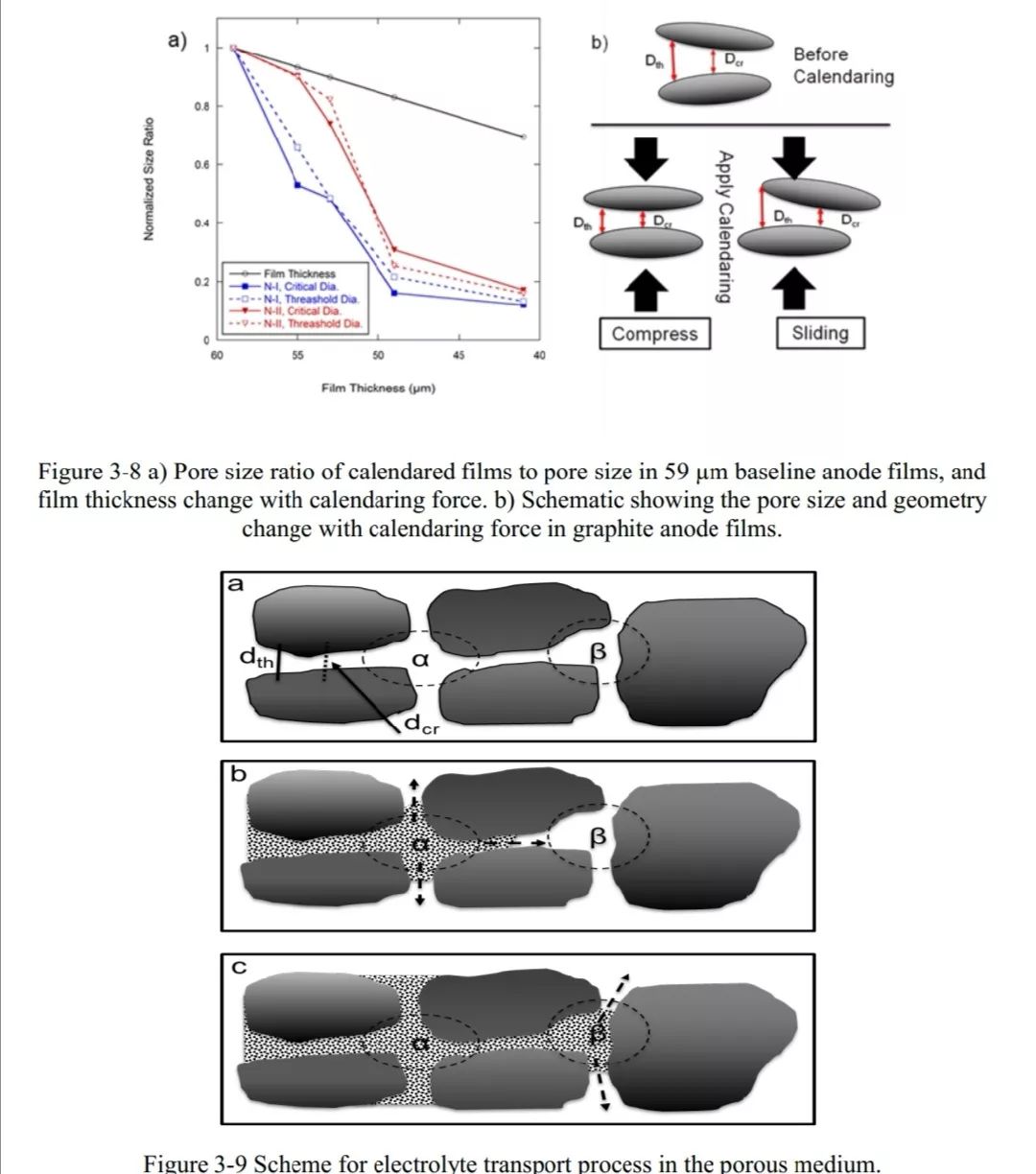
�����������۽ṹ������ϵ��ͼ3-4�����ּ�Ƭ����ò��Ƭ״ʯī������ƽ�м��������У���������ѹʵ���ӣ�����ƽ�������������ӣ���ͼ3-8��ʾ��
��ͼ3-9���������ĸ����ʯī����֮���γɽϴ�Ŀ�ǻ������ǻ֮��ͨ������ƽ�п���֮�������ͨ����ͨ�����Һ���ڿ�ǻ�ڻ�ۣ�Ȼ����ɢ�������ĺ�������ˣ�����ʵ���ʪ������Ҫ����ͨ��ǻ֮��ĺ����Ϳ�ǻ������ơ�
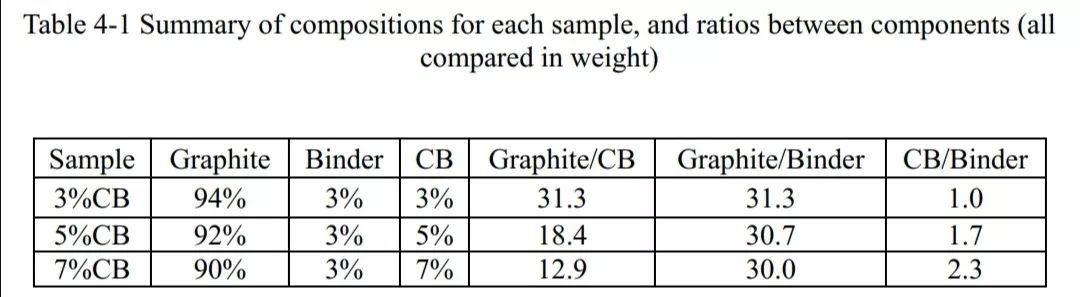
ʯī����ͨ���ı䵼����������Ƽ�Ƭ�۽ṹ��ճ���CMC��SBR=1��1���ܺ���Ϊ3%�����嵼����������4-1��ʾ��
���ּ�Ƭ�ĵ��Һ�����������4-2��ʾ�����ӵ��������Ƭ��϶�����ӣ���Ҳ���ӡ�5%������ļ�Ƭ���Һ����������С������ṹ�����йأ���ͼ4-6��ʾ������������٣�3%��ʱ���������ʿ���֮��Ŀ�ǻ�ڼ���û�е�������ڣ����ŵ�����������ӣ�5%�����������ʿ���֮��Ŀ�ǻû����ŵ�������γ��˵�������ڵ�ϸС��϶�����������һ��������7%��ʱ�����ڵ�����߶��žۣ��ڿ�ǻ�ڵĵ�����ֻ��γɵ�������ڵĽϴ��϶��������ڲ���ϸС��϶�����ڵ��Һ��ɢ������ۺϽ�����4-2��ʾ��
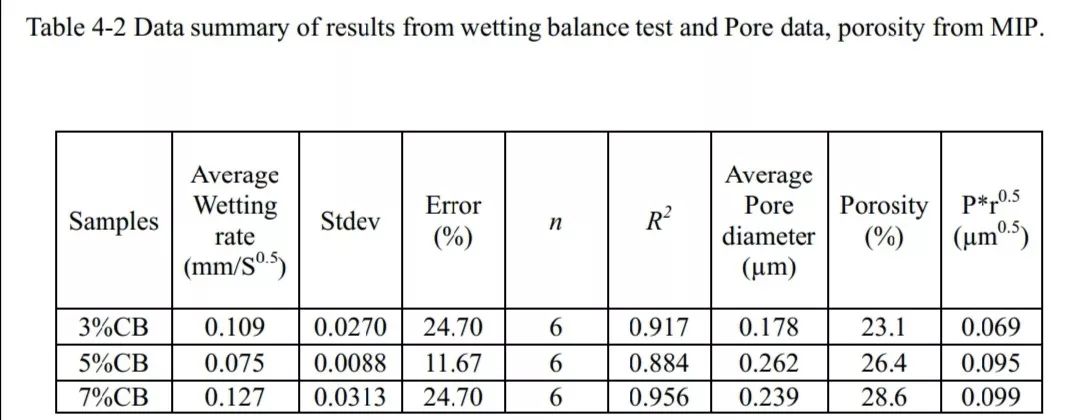
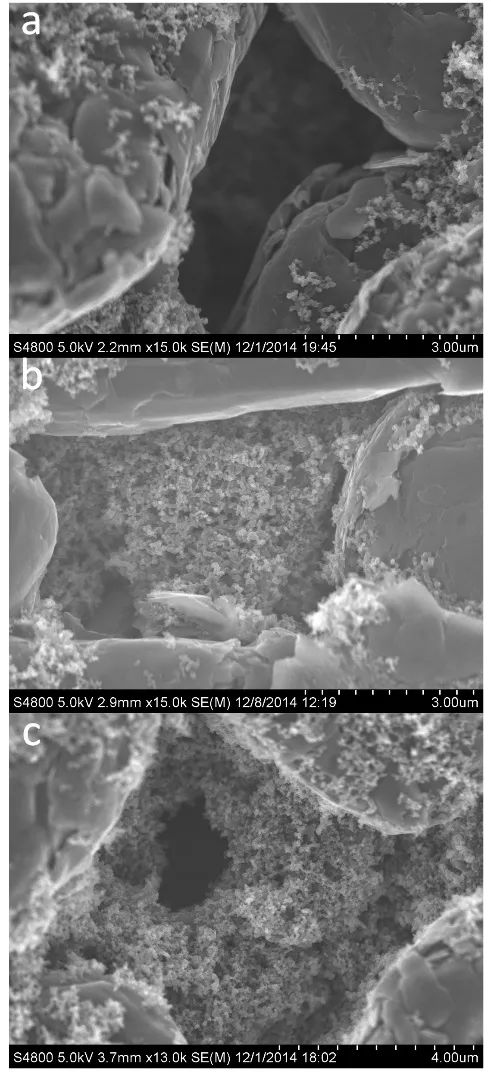
Figure 4-6 Typical void feature in different electrode film. a, bare pore wall in 3%CB, b, microcrack between CB domain and graphite 5%CB, c, a second pore formed in the CB domain in 7%CB.
���Ļ��������ܼ������Ӽ��Ե��Һ�������ʵ�Ӱ�죬���������5-1��5-2��ʾ�������ʾ���Բ��չ�ʽ2-1b�����˽�ò�ʿ��������Ŀǰ��ATL��ְ��

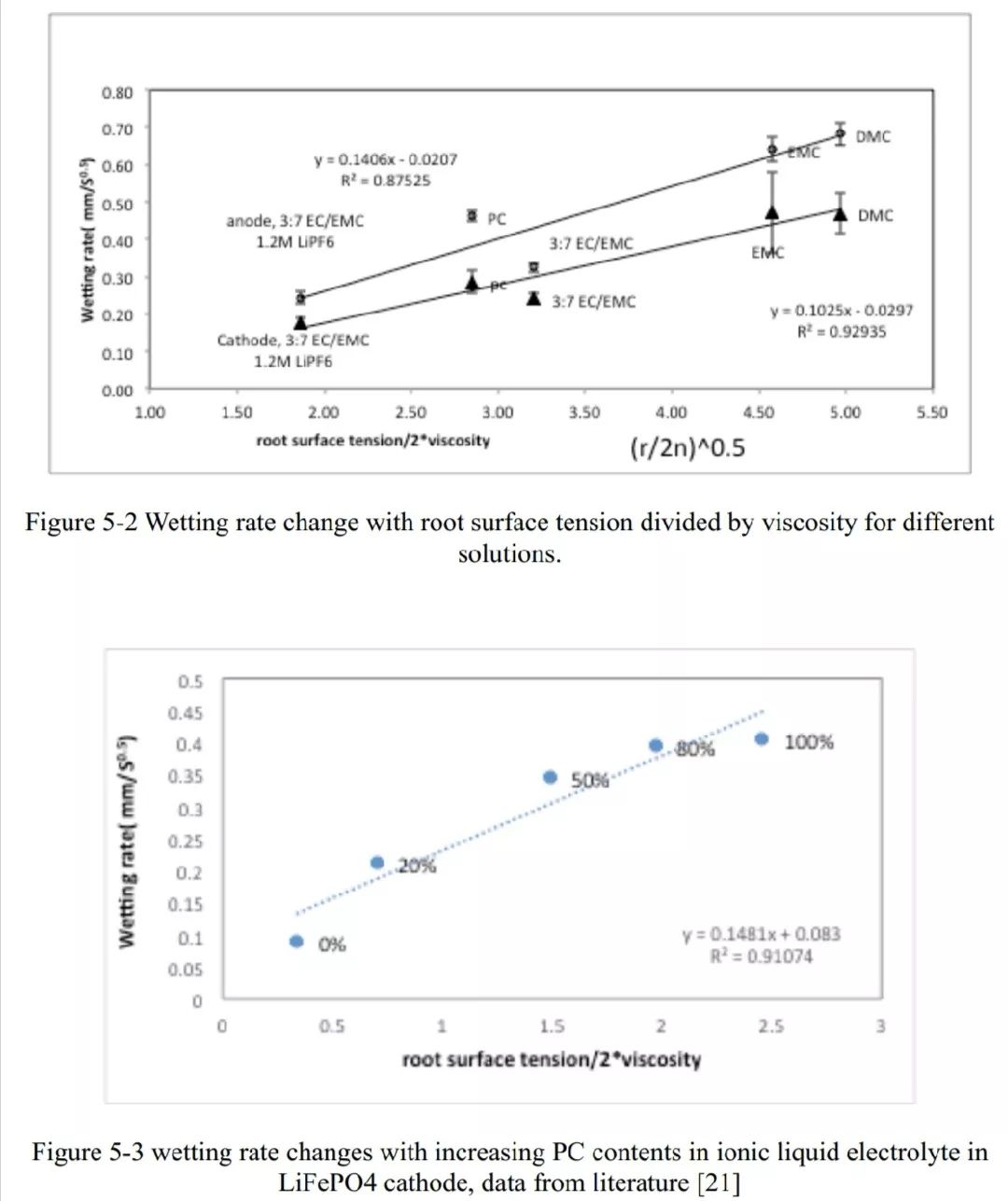
�ܽʯī�����ĵ��Һ�������ʴ��������������϶�ʺͿ���أ����������ʻ��ܵ��ṹ����Ӱ�죬�����ǻ֮��ĺ����ߴ磬С�ʹ�ı�����ֲ��ȡ����ṹ��Ҫ����ͨ����ѹ���գ�������ò������������ȿ��ơ�
���ף�Sheng Y. Investigation of electrolyte wetting in lithium ion batteries: Effects of electrode pore structures and solution[J]. Dissertations & Theses - Gradworks, 2015.
(���α༭������)




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
��EC��ѹ�߰�ȫ���Һ
2021-11-03 15:49 -
﮵�ؼ�Ƭ��Ƽ�����ȱ�ݷ���
2021-06-03 11:34 -
�ɻ�����Ƭ��ƻ���������ȱ�ݺͶԵ�����ܵ�Ӱ��
2020-11-17 11:13 -
Һ�������������ӵ���е�Ӧ�ý�չ
2020-10-29 09:25 -
��ص��Һ�Խ���﮸�����Ӱ��
2020-10-18 16:12 -
ѭ���ϻ���������ӵ����﮺͵��Һ�ֲ���Ӱ��
2020-10-05 17:23 -
������﮶�����ص��Һ���Ƽ����̲����Ż�
2020-06-02 15:08 -
����ӵ�ؼ�Ƭ��ѹ�������
2020-05-04 15:09 -
������Һ�ܹ�����NCM/ʯī��ص�ѭ������
2020-04-20 21:00 -
������﮽�����ص��Һ���
2020-04-09 09:25
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



-
��EC��ѹ�߰�ȫ���Һ
2021-11-03 15:49 -
﮵�ؼ�Ƭ��Ƽ�����ȱ�ݷ���
2021-06-03 11:34 -
�ɻ�����Ƭ��ƻ���������ȱ�ݺͶԵ�����ܵ�Ӱ��
2020-11-17 11:13 -
Һ�������������ӵ���е�Ӧ�ý�չ
2020-10-29 09:25 -
��ص��Һ�Խ���﮸�����Ӱ��
2020-10-18 16:12 -
ѭ���ϻ���������ӵ����﮺͵��Һ�ֲ���Ӱ��
2020-10-05 17:23 -
������﮶�����ص��Һ���Ƽ����̲����Ż�
2020-06-02 15:08 -
����ӵ�ؼ�Ƭ��ѹ�������
2020-05-04 15:09
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�