

��������Զ������ߣ�����ϵͳ��ϸ����

Դ��������Ƕ���������ҵ�ǽ�Щ��dz��𱬵����˲�ҵ���г���չǰ���dz�����������������ڴ�ͳ�IJ�����Ǧ�����أ����������أ�����ȼ�ϵ�أ�﮵������������������������ȫ���棬���Ǹ����������С��������ȷ����кܴ����Խ�Լ���չDZ��������ҵ���²�Ʒ�����ǰٻ���ţ�Ҳ����Ŀ���顣
Ŀǰ�����ҵ�������ǵ�ر��������,�������������գ��������������������豸����ȱ���Ƚ����ƵĹ淶��������ָ�������������Ʒ�ߵĺ�Ρ��������µ���״�Dz�Ʒ����Ƽ��������ڳ���Ͷ����Դ������ƷƷ�ʵò�����֤������Ч���Ҳ��Ŀǰ��ҵ�ձ�����
����֪���Զ������豸��Ƶijɹ������ߺû�������ȡ�����Զ�������ˮƽ���������������Ƽܹ���Ԫ����ѡ�͡���ҵ��ʽ�ȵİ��ռ���������淶��������Ҳȡ���ڲ�Ʒ�ṹ�����������յı������淶����
���ں��ߣ��Զ����豸�ṩ����ȷ���յģ�������������������ֶ��Զ��������豸�ļ���ȱ���㹻�����⡣ʵ��֤����Ҫʵ�������Զ������豸�ĸ�Ч����Ҫ��Ʒ�������豸�������ߵĸ߶��ںϡ�Ҳ����˵������ͻ��������Ʒ�������ղ����Զ�����ҵ�ĸ���Ŀ�ĺ������ŵ㣻��������������ѡ�͵�ֻ��ʵ�ֵķ������ֶΡ�
������Ҫ��̽�ֶ���﮵���Զ������߿���ϵͳ��Ƽ�����豸�����������ߵ�ѡ�͵�һЩ˼·��
һ��﮵�����������е���״
Ŀǰ�г��ϲ��ý϶��﮵����ҪΪ������﮵�غ���Ԫ﮵�أ����ȶ�������ԭ���ϲ���ʹ������Ȼ���������������̱ȽϽӽ������ι��ղ��������в��죬���Ҳ�ͬӦ�ó����в�ͬ�IJ��ϵ�ʹ�ú���ȣ����յı仯����Ӧ���豸ѡ��Ҳ���в��졣
���⣬﮵�ش������Ϸַ��ε�ء�Բ����غ�������أ�����Ӧ�õĽǶȣ��ַ������ء�������ء����ܵ�ء����ж�����غʹ��ܵ���ǽ��ڶ���ĵ�оͨ�����������ķ�ʽ���������ĵ���鼰��ذ������ۺ��˶������ȹ����ȵ�ع���ϵͳ��
����������أ���о�����顢��װ�Ƕ������ϵͳ���������Ӧ�õĹؼ������������ε�о���������Σ�������������Ӧ�õĺ��Ļ��ڡ���ȵ�ص�ǰ����Ա����ĵ�о��������װ���գ���ε�о�����顢��װ���գ�Ŀǰ��ȱ���������ҵ����
���Ľ���Ҫ�Է��ε�о����﮵��Ϊ����̽�����ε���������ϵͳ��
������������Ĺ��ռ�������
﮵������ǣ�浽һ�ܳ������ӵ�������������������������﮵�������ǵ��͵�����ʽ�����������չ��̻��������������еģ�����˳�����䡣
���ݱ�������ȼ��������ضȣ���о�����μ��������������ǰ���ѷ�չ��ʮ���꣬�����Ϲ��ա��豸��������ȱȽϸߣ���������ɢʽ����������ʽ������ζ��������װ���ǽ�Щ��ŷ�չ�����IJ�ҵ����ҵ��������̽���Σ���������Զ�������������ˮ��ʽ����������ʽ����������һ��ּ��Σ��м�ͨ����Ʒ/���Ʒ��������ӡ�
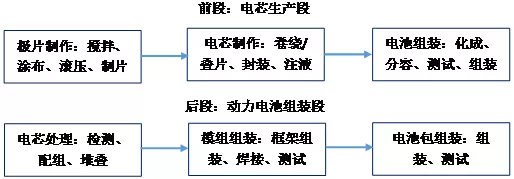
�����������������﮵����ҵ��չ����Ҳ������Ӧ�ò�Ʒ�����������ռ��豸������������Ҫ�����ε�о����������������“��о”Ҳ�ǹ��ɶ�����������������ԭ�ϡ���о��������Ҫ�漰���豸�У�
1����Ƭ�����Σ��������Ϳ��������ѹ��������������Ƭ����
2����о�����Σ����ƻ�����Ƭ������ǡ�עҺ����ڵ�Ԥװ�豸��
3����о��װ�Σ���绯���豸�����ݲ��Թ�о�����ǣ���о��װ�豸��
��о��������ҪӦ�õ��Ŀ��Ƽ���������ͬ�����ƣ���ƫ�������������Ƶȣ�ǣ�浽����Ҫ������ר���豸��Ҫ�е�о�ĵ�ѹ������������������ݲ��Թ���������,�е��ʼ��⺸�ӻ��ȵȡ���Щ���DZ�����Ҫ̽�ֵ��ص㣬��������ĺ�Σ����������װ�β��DZ���̽�ֵ��ص㡣
�������������װ���ռ���������
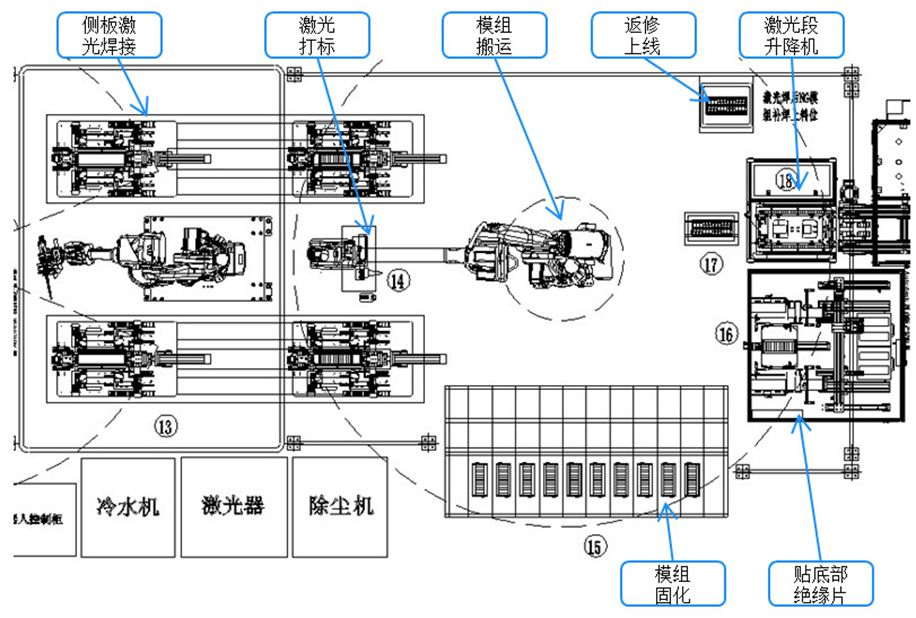
���������װ�Զ���������Ҫ��������о�����Σ�ģ����װ�Σ�ģ���ܺ��ӶΣ������ź��ӶΣ�PACKװ��Ρ�ij���ζ������������������ͼ��
��ͼ�пɼ����������װ���̻����Ǵ�ͷ��β�������еģ�һ����ģ����װ���ذ���װ��֮��ͨ��ģ�黺��������ӣ�Ҳ����˵�������������̿��Էֳ������������Զ��ߡ�
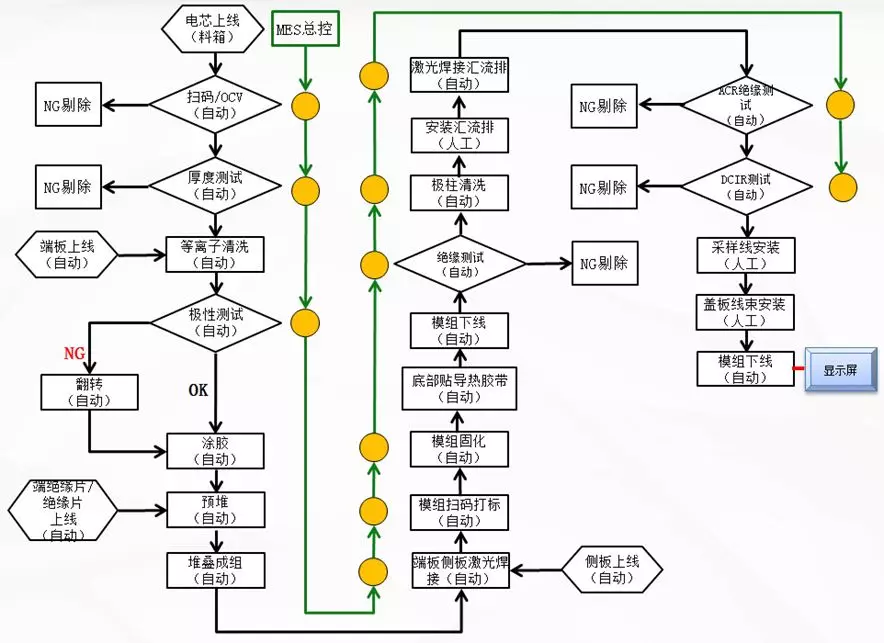
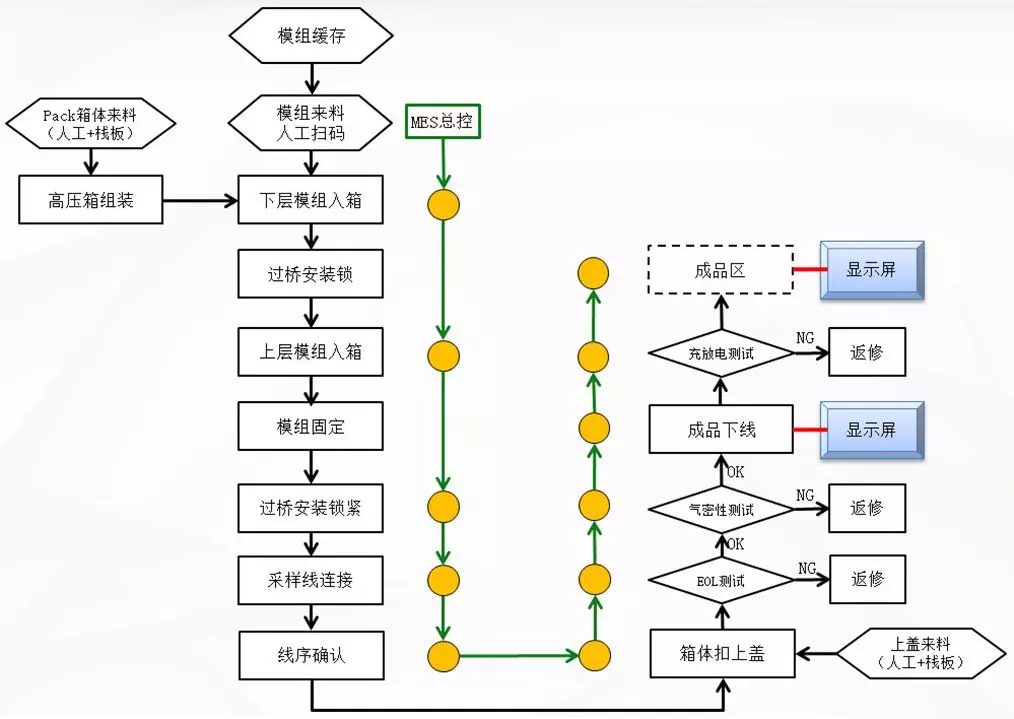
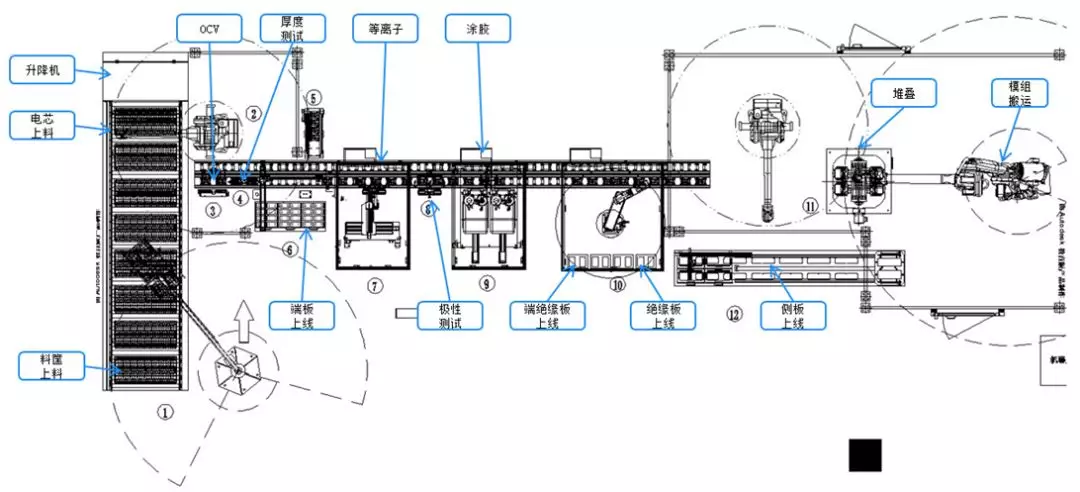
һ����ԣ�������������ء�Ӳ�ǵ�ػ���Բ����ء�ģ����Զ�����װ�������̶��Ǵӵ�о���Ͽ�ʼ�ģ�������Ͽ�����ԭ��Ӧ���ṩ�İ�װ��Ҳ�����dz��Ҿ�������ͳһ�����õ�ר���Ͽ����Ͽ������˹�������Ҳ����ͨ�����ʹ��Զ����ϣ�Ȼ��ͨ�������ֱ�ץȡ��
���ϵ�ͬʱ����е�о�Ķ��롢��о���Լ�⡢��о��ѡ����о��ȼ�⡢��о������OCV�ȼ�⣬��������Ʒ��������ͨ������ͷ�ѡ֮����ģ�����Ҫ��IJ�ͬ��ֱ���������������ࡢͿ����������о�ѵ���ģ����װ�������������Ρ�ģ���ܺ��ӡ�ģ�����ɨ�롢ģ���⡢�����ź��ӡ�BMSϵͳ���ӡ�ģ�����ռ�⡢ģ�����ϵȹ���
��һ���й�������ɴӵ�����о�����ģ�����װ���չ��̣���ģ������ɵ�ذ�����Ҳ�������ơ�Ҳ����˵���еĹ�������������Χ�Ƶ�����о�����ģ��������ɵ�ذ������еģ��磺ֻ�о���һ���м�⡢�����ϸ�������ν“ͬһ��”Ҫ��ĵ�о���ܲ������飻��о�ѵ���ģ������װ�ã����ϳ���Ҫ��������װ���Ȳ��ܽ��е�о�������ĺ�����ҵ����о��װ��ģ���ϲ��ϸ�Ҫͨ�����Բ���ȷ���ȵȡ�
��Ȼ��ͬ����������ң�ͬһ���Ҳ�ͬ�Ĺ���ͺ��в�ͬ���������̣���������̷����ϲ�ࡣ��Ҫ����ǵ�о��ģ�顢��ذ��в�ͬ�ijߴ硢���Ҳ�в�ͬ�ֵ�������ԭ�����ڲ��Բ�������Դ�������¶ȼ�صȵȻ������Ǹ���˾�ĺ������ݡ�
��ˣ����ڵ�о����塢�˰塢��ԵƬ������Ƭ��Ͷ�����ϲ��죻ģ�鼰��ذ��Ľṹ����װ���죻��ҵ������ȱλ�����أ��������ʱҪ����ע����ߵļ����ԡ����ߵĽ��ģ�Ҳ����˵Ŀǰ���������Ҫ��λ�ڶ���С��������������ʽ����Ҳ��һ���Ƕ�˵�������ߵĿ��Ƽܹ���ƣ����ݲɼ��ʹ�����ʽ�Ӽ������濴������Զ������߿���ϵͳ�Ĺؼ���Χ��MES������ִ��ϵͳ����Ʋ�����ƿ���ϵͳ��ָ�����ġ�
�������Ϸ������������û����˲�������װ����������ѡ����������ߡ��Ӿ���λ��ר���豸����߹��ʼ��⺸�ӻ�����ר�ü�������������������������̡�
����ͼ��ʾ��о�����Σ��Ƚ��ʺ���ͬ���������ߣ���ȵ�о�ߴ�С�ұ䶯Ҳ��������λͬ�����У��������״̬�Ͳ��������ӡ�ת���ȶ��ɿ���ģ��ѵ�����װ����ʺ���ѡ�û����ˡ�����ͼ��ģ������ǵĺ���ǣ�浽���ӡ��Ӿ���λ��ͬ��Ӧ�û����˸����������ڰѲ�ͬ������װ��һ�𣬰��Ʒ/��Ʒ������λ��ת�ƾ��ܷ��ӻ����˵��������ƣ���Ҳ�Ƕ���С��������������ʽ�����ѡ��
�ġ�������������߿���ϵͳ����
��ǰ�ĶԶ��������װ�����������������ص�ķ������ӿ���ϵͳ�Ƕȿ���PLC�������ˡ�ɨ�롢���ϴ��䡢��⡢���ԡ����ӡ�����Ӧ��MES������ִ�й���ϵͳ����������������Ҫ����Ĺؼ�������Ҳ�����ö���С����������̬����Ҫ����֧�š�
����ǰ��˵�ģ����ߵĿ��Ƽܹ���ƣ����ݲɼ��ʹ�����ʽ�Ӽ������濴������Զ������߿���ϵͳ�Ĺؼ���Χ��MES������ִ��ϵͳ����Ʋ�����ƿ���ϵͳ��ָ�����ġ�
MES������ִ��ϵͳ����һ������������ҵ����ִ�в��������Ϣ������ϵͳ��MES�����ڳ�����ҵ�ƻ�����ɣ�����Ϊ��ҵ�ṩ�����������ݹ������ƻ��ų̹������������ȹ�����������������������������Դ�������豸���������߹�װ�������ɹ��������ɱ���������Ŀ����������������̿��ơ��ײ����ݼ��ɷ������ϲ����ݼ��ɷֽ�ȹ���ģ�飬Ϊ��ҵ����һ����ʵ���ɿ���ȫ�桢���е�����Эͬ����ƽ̨��
������ν��ҵ3.0���ֻ����������IJ��������2��30��ķ�չ�����ȡ�����ѷ����ܴ�仯������������ʮ����Ŀ���ܣ��ڲ�ͬӦ������ͬ���������������ص������ͬ��
һ������MESϵͳ��Ȼ�ṩ���ο������ܣ�����ʵ��Ӧ�ã����������豸��������ϣ���Ϊʵ�ʵ���������������̬�����գ������ͻ�Ҫ��ȸ��������ܴ�Ӧ�����������Ǻ�˳�֣���õķ�ʽ���Ǹ���MES��ԭ������ʵ�ʵ�Ӧ��������������ר�õ�MESϵͳ��
���ڶ�������Զ������ߣ�MES��Ҫ�Ĺ��ܼ������������������ڣ�
�豸�������豸���ղ���ģʽ��״̬�����������õĹ�����Ҳ���������豸�������ܡ����ܵ�������uptime��downtime��yield��efficiency�ȡ�
���ݲɼ������ߡ�ʵʱ�ɼ���������ԭʼ���ݣ����ɸ������ݿⲢ���档��Щ����������롢�Ϻż��ִ��ȣ��ǽ��������١�Ʒ�ʹܿء�������ء����ɸ��ֱ����Ļ�����
����������ͨ�����߲��Ի����߳�죬�Բ��ߡ��������յ��ȶ��ԡ��ɿ��Թܿأ���SPC,SQC,CPK,R&R,K&K�ȷ�����
�䷽��������ϼƻ����䡢�������ȣ���Ʒ���롣
������أ����������еĸ���ʵʱ���ݣ��豸����״̬��������Ϣ��
�������������ּ�¼�����ɡ���ѯ�������ɺ�˴�����
�ɴ˿ɼ�������ϵͳ�ĺ�����ʵ�������ݴ���������ϵͳ�IJ�ͬԴ����������Ⱥ�ȵIJ����Ҳ�ǹ�ҵ�Զ�����չ�����ֻ��������ٵ�δ�������ܻ������Ļ������ӵ�غ�IT�ĽǶȣ�������Щ���ܿ��Էֳ�ǰ�����ݺͺ�����ݡ�
ʵʱ�Եģ�ԭʼ��������ǰ�˵�ش������������ݵIJɼ����豸������״̬�ļ�صȣ������ݵ�ת�������ɼ������ɺ��IT������ǰ�������ͨ������ϵͳ�߶Ⱥ�����ͳһ��ͨ��ͬһƽ̨��ͬһ��ʽ�������С����ϵ������Ӱ�졣
�壬������������ߵĿ���ģ��
����ѧ��Ϊ����ϵͳ��Ӧ��Χ�ƶ�������ǹ��ܣ�������������⣺Ӧ���Թ��ܶ������Բ��衣
����ǰ�ĶԶ�����������ߵķ������ڱ�֤��ȫ�Ļ����ϣ�Ϊ��ʵ������Ӳ�����ã�������������Զ���ϵ磬��ʼ�����豸���������ȣ����ͽ�����ԭ���Բ������߲����������п��ƣ��ֳ��ֲ�ʽ�������ӿ��Ʒ�ʽ�������������ϵͳ��
��Ҳ�ǻ���ģ�黯�����������ԭ�������ǻ������ǵ�أ��ǵ������ǿ��ƣ�Ҫ����ʵ�ֹ���վ�ɵ������ԡ������ת�ˡ���װ��һ�廯��ģ�黯Ϊ���Ŀ�ꡣ���ߵĿ�������ο�ʵ�����ĺ�ҳͼʾ��
���ߣ�Line���ɷֳɼ�������Zone����ÿһ������������ģ��(Module)��ɡ�ģ����ָ����ɲ���������һ���������ε�ģ�飨�磺���������顢���⺸�ӵȣ���ģ�������ɹ�վ��Station����ɡ���վ�����ࣺ����վ��Base Station�����Ƴ�վ��Process Station,Ҳ����Testվ����
�Ƴ�վ�������һ����������������������һ�������豸��Testվ�������Processվ��һ����ָ����ϵͳ�����IJ��Թ�վ����Ƕ��ʽCCD��⡣����վ���Ӹ�����վ�����������������м�վ��Ҳ����������Ĺ�վ����һ���أ���վ�����ԷֳɶΣ�Segment����һ�����ο������һ�������Ĺ��չ��̡�
�ֲ�ṹ����ͼ������������ϣ���→��→ģ�飨��վ������������ṹ�����Ʒ�����ϣ���→��→վ����ģ�飩→�Σ���ѡ�㣩���������ģ�������ṹ���Ӱ�ȫ�ĽǶȿ������ϵ�㣺����ģ�飨վ�����ɲ����㣺������ģ�飨վ����

Խ�ǵײ����ȼ���Խ�ߣ����Թ�վ�ǵ����Ϳ��ƽṹ�Ļ��������ж����ṹΧ�ƹ�վչ����ͬһ��ṹ�IJ�ͬģ�����ʵ�ֶ�����װ��ƣ���д��������������ʵ����������/����ַ��������֮�䡢ͬ�㲻ͬģ��䡢I/O���ӵ��������������ɡ�
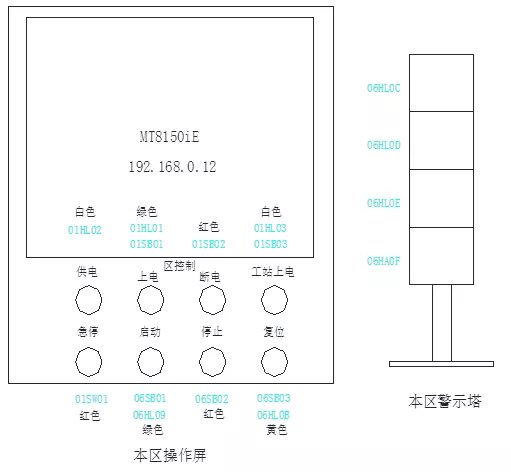
��������ԭ�����߲�������������վ����������վ�ɲ��ô�ߴ�Ĺ�ҵƽ����Լ��ܲ���̨������վ����������ߵļ���⣬���dzе�MESǰ������ݵ�����ƽ̨���ܲ���̨������ߵ�����/ֹͣ�����״̬��ʾ����λ�Ȼ������ܡ���ͼ������һ�����˻���������ʵ������ͬ���������İ�ť��ָʾ�������йأ�������ƽ����Ե���̬�����ɶԸ�����������վ�������á����������ü���ʾ��ͬʱҲ��MES���е�ƽ̨��
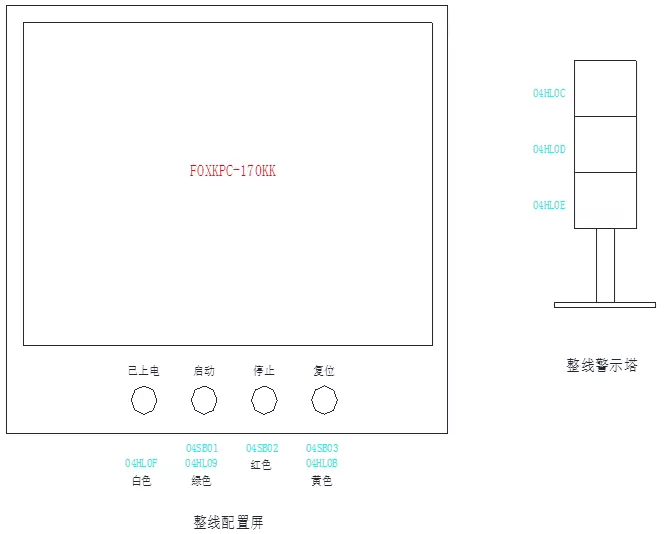
���ݹ��ռ������������߿ɷּ�����������ÿһ��������һ��PLC��1����������̨������HMI����֤��ȫ�Ļ������Բ�����Ϊԭ��ÿһ����������ȿ��Ե�����ͣҲ����ͨ��������ͣ��
��ͼ����һ�����˻��������棬������ť����ʾ�������йأ�ר�õ�HM���ԶԱ�����ģ���վ���𣬲��������á���ʾ�ȶ����ڴ˽��С����������������ڸ�ģ���վ������ר��HMI��
��վ��ͨ���������������ӣ��ֳ���������ִ����Ҳ��ͨ��λ�������ӡ���ͼ����վһ�������У���2�ࡣ����밲ȫ��أ�ԭ���ϱ����䱸���ұ���Ҫ���ڵ��ԣ�ѡ�䣩�ã�Ҳ����Ҫ��ʱ�������ϡ�
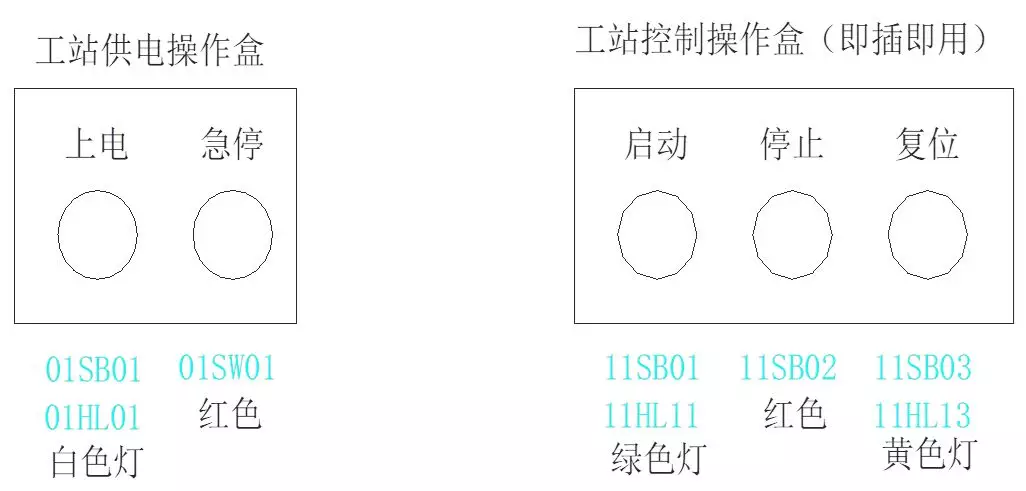
����һЩͼ�еİ�ť����ָʾ�Ķ��岢û���ϸ�Ĺ涨�����Ը���ʵ��Ӧ�ö����塣�������2������ԭ��1����֤��ȫ�Ļ����ϣ�����Ҫ��2���ߡ�����վ�����Ķ���Ҫͳһ���ֳ�ֻ�����ó��õİ�ť��ָʾ�ƣ������Dz�����״̬��ʾ�����������Dz������ã����ݲɼ��ȵȣ���Ҫ����HMI�д�����
��ӦMES���豸�Ĺ�����ʵ��Ӧ���пɷֲ������������֡�
1������ģʽ��ָ�豸���з�ʽ�����������״̬��
һ���ֵ�����壨�ϲ㵽�²㣬ע�ⶨ��IJ��DZ��룬Ҫ����ʵ��Ӧ�ö�ȡ�ᣬ���±����ֽ�ֻ�ǹ�վ���ſ����еģ���˳��Ҫͳһ��һ�£����ҵͲ������һ��Ķ��塣Ҳ����˵��Խ���Ͳ㶨��Խ���ӣ�����ҲԽ�ࡣ��ͬ����

һ���ֵ�״̬���壨�²㵽����ͬ��ģ����ϲ��Ӧ���״̬�ο���һ��أ��²����ȡ�����

2����еģʽ��ָ�������з�ʽ��Ҳ���������״̬��һ��أ�����ά��ģ���ģʽ���������ԣ����Զ�����ʱ��Ч��
һ���ֵ������

һ���ֵ�״̬���壨�²�ģ��Ҳ����ѡ���Լ��Ļ�еģʽ�����ϲ����ȣ���

1���������������������л�еģʽ�����»�еģʽ���⡣
2����ʡ�ԣ�ģ�鲻���빤�����У����������ϵĴ��ڡ�
3�������ԣ�ģ����빤�����У������ɼ����ݣ�ֻ�Ǿ�����
4���������У�û�����ϻ�Ͷ��ģ���Զ����й��̣����ڵ��ԡ�
5�����ſգ�������ϻߣ����Թ������ݡ�
6����ά�ޣ�ָһ����е��ֶ�ά�����������쳣�����Զ���ͣ������Ҫ�˹���Ԥ������
�±���������Qϵ��PLCΪ������λ���ģ�鼰����ӿڡ�

��ͬ����ͨ��IP��ַ�����֣���ͬ���Ĺ�վģ��ṹ������ȫ��ͬ���ϱ���Ӧ�õ���L5000-6999,M5000-7999, D5000-8999��Χ��������������Ϊ�������硢���䡢��λ����֮�佻��״̬�������ã����ò������ɼ����ݡ�������ʾ���嶨��ɸ���ʵ��Ӧ�ý�һ������ϸ����
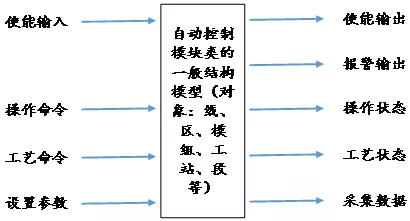
�����������ԭ�����������ǿ��Զ������½ṹ�ı�����ģ�ͣ�����ͼ����������ģ�������Լ������ķ�װ�壬���������ģ������Ļ�����ô��ģ�顢��ģ�顢վģ�飬������ģ�������DZ�����ģ�͵�ʵ��������ֵ��ȡ�����ʵ��Ӧ�ö���������ṹ������������ֵ�Ķ���˳��Ҫͳһ��
����������������ߵĿ��Ʒ�����ѡ�ͽ�һ��˼��
ǰ��̽�ֿ���ģ��ʱ������������������PLC����ƽ̨Ϊ���գ����Ⲣ������Ҫ�ģ�����ģ��ԭ��ѡ����������ϵͳƽ̨��Ȼͬ��Ҳ�ǿ��ԡ������ģ�������Ƿ�װ�ģ�����������ģ�黯���ʱӦ�ò�������ʵ�ʵ�������ַ������Ҳ�����ڵ�������Ƶķֿ���ҵ������������ӡ���Τ����ŷķ����ƽ̨���������ϵͳ�����Ǻܺõ�ƽ̨ѡ������Ѱַ���������Ӳ�������繦��Ҳ�Ƚ�������Բ��ã������Щ���Ƴ�iQƽ̨Ҳ��Ϊ�˸ı����־�����
��ȻӦ���Ǹ�����ƽ̨������ȡ���ڼ�������������ɱ����ɹ����ڡ�����ʦ�ĸ��������������ͻ���ƫ�õ������йء���������ô��ѡ���߾���������Ӳ������������ƽ̨��ͳһ�ǿ���ϵͳ�ķ�չ����
�����“һ�����ף�������”������������Τ����Logix����ƽ̨��NetLinx������������ӽ�����˼�롣���豸������DeviceNet�������Ʋ����� ControlNet�ٵ���ҵ��̫��EtherNet/IP�������ֲ�ͬ��������������������·����˵��һ���������ǵ�Ӧ�ò㶼��ʹ��ͬһ��Э�飬��CIPͨ�ù�ҵЭ�顣
��ͬ������ת��Ҳ�Ƚϼ������ϱ�ǩ���ݿ���Ѱַ���ס��������乤ҵ��̫��EtherNet/IP֧�����õļ�������
�෴���⣬���������ӿ���ƽ̨�ڲ�ͬ�����ת��������ʱ������Ҫ���ӵ����ô�������Ȼ�������ڲ�Ʒ���ǡ��ȶ��ԡ��г�����ȡ������Եȷ��滹�������Ƶġ����⣬ŷķ��Sysmacƽ̨Ҳ��һ���ܺ�ѡ��
��Ȼ�Զ�����չ������������ϵͳ����ƽ̨����ۼ������г��еĸ������硢���߱����Ǻܶࡣ���ͳɱ������Ч�����κ���ҵ��չ�����ơ�
���������Զ�����ҵ����ƽ̨��������ITƽ̨��£��δ���ı�Ȼ���ƣ�PLC������Խ����ṹ�����ı�������ͼ���Լ��У��˻����潫ͳһ��ƽ�����+��̬����ƽ̨�����硢���߽�ͳһ����ҵ��̫����������ߡ����Ź�ģ��Ӧ�ã��ɱ��Ľ��ͣ�������ť������������ŷ��ȶ�ͳһ����ҵ��̫��������ƽ̨�ϡ�
��ĿǰIO-Link��AS-I��Modbus��DeviceNet��CC_Link��Profibus��Profinet��EtherNet/IP��EtherCAT��TCP/IP�ȸ����������绹�DZ����ѡ����������ѡ��һ����ϵͳ������̬����̫�ࣻ����ǣ�浽ʵʱ��Ҫ��dz��ϸ���ŷ�ͬ�����ƣ���ʹ���ŷ��������Ҳͳһ��ͬһ������ƽ̨�ϡ�

(���α༭������)




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
����ION��˾��̬�����ͻ�ƣ���125��ѭ��������˥������5%
2024-03-11 22:56 -
���Ȧ�û�й�ͬ��ԣ
2023-05-17 09:20 -
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
�綯���г��������۳��� �ʽ���С��֮�����ܸ��磡
2023-01-24 18:10 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
��������ʱ���ĵ�ؼ����ϴ�
2022-09-06 09:32 -
Ǧ�ᡢ���ӡ����⡢﮵����ȱ��Ա�
2022-06-21 08:42 -
Ϊ�Ͼɵ�ؿ����������Ͼ�NCM��˫���ܴ���ʵ���λ�������
2022-05-19 11:46
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



-
����ION��˾��̬�����ͻ�ƣ���125��ѭ��������˥������5%
2024-03-11 22:56 -
���Ȧ�û�й�ͬ��ԣ
2023-05-17 09:20 -
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
�綯���г��������۳��� �ʽ���С��֮�����ܸ��磡
2023-01-24 18:10 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
��������ʱ���ĵ�ؼ����ϴ�
2022-09-06 09:32
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�