

����Դ�����Ͼ�﮵���ۺϻ������ܻ������߹ؼ������о�

������������ˮƽ����ߣ����������������Ȳ�������ʯ��������Ҳ��Ӧ������������ͳ�ƣ��ҹ���������ռʯ������������1/3��1/2��ռ�����������Ľ�90%��ȼ��������������ʯ����ѹ����Ҳ�Ӿ��˻�����Ⱦ��ͨ���Դ����ͳ���PM2.5����Դ������������β���Դ�����ɵ���Ⱦռ��Ⱦ������25%��
Ϊ������������Դ���ƶ��ҹ�������ҵ��չ����Щ������Դ���õ��������Ĵ���֧�֣���2015�����ίӡ���ġ��綯������������ʩ��չָ�ϣ�2015-2020�꣩������ȷ�������2020��ȫ������������ʽ�任��վ1.2��������ɢʽ���480����ȡ�
ʱ�����գ��ҹ��ѳ�Ϊȫ����������Դ�����г�������Դ�����õ��˾���ʽ��չ������2016������Դ�����������Ѵﵽ51.7����������50.7������������ͬ�ڷֱ�����51.7%��53%�����д��綯���������ֱ����41.7������40.9������������ͬ�ڷֱ�����63.9%��65.1%
����Ժ�����ġ�����������Դ������ҵ��չ�滮��2012—2020�꣩��ָ������2020�괿�綯�����Ͳ��ʽ��϶��������ۼƲ���������500����������Դ������ҵ�����չ���������������������������е�ѹ�ߡ������ܶȸߡ���ŵ�������������ЧӦ������Ⱦ�����Ч�ʸߡ��Էŵ��ʵ͡������¶ȷ�Χ������ȫ�Ժõ��������ƣ�Ŀǰ���������Ǧ���غ������س�Ϊ����Դ�����Ķ�����أ���Ϊ������ط�չ����Ҫ����
����﮵�ز�������������������������ر�����Ҳ�������ӣ����ԶԷϾɵ�ص��ۺϻ��ղ��������ÿ̲��ݻ����Ͼ�����﮵�����ۺ�������ò��������ⶪ����һ����������������Ӱ��Ͱ�ȫ��������һ����Ҳ�������Դ�˷ѡ�
�ƶ�����Դ��������﮵�ػ������ã������ڱ�����������ᰲȫ���ƽ���Դѭ�����ã������ڴٽ��ҹ�����Դ������ҵ����������չ�����ڼӿ���ɫ��չ��������̬�����������й�������Ҫ���塣
�������ͳ�ƣ�2018�������Դ��������﮵�ؽ������ģ�����ۣ�Ԥ�Ƶ�2020���ۼƽ�����20��֣�24.6GWh���������70%�������ݴ����ã���Լ��6��ֵ����Ҫ���ϴ�����
�����롢����ԺҲ�߶���������Դ��������﮵�ػ������ã�����Ժ�ٿ�ר���������о����𡣽������������Ų�������ί������Ժ���������������ʼ��ܾ֡����ұ�������ίԱ���ܼ���̨�˶���ɷ���ͱ���������ƶ��˶���﮵�صĻ������á�
��������﮵�ػ��ռ�����չˮƽ���г�����
Ŀǰ�������������ģʽ��һ�����ݴ����ã�һ���Dz��֮����������﮵�ص�ԭ���ϡ��ڼ�����ʩ�ϣ����ҽ��������ʽ������ڶ��ݼ�������ҵ������������ҵ�ļ����з����豸���ڵȷ������֧�֣�������ҵ������������ˮƽ����Լ��Դ������������
�ڼ����з����棬����֧�ֶ���������ػ������ü�����װ�����з��������Ͼɶ������ػ�����ҵ���ݼ�������ҵ������������ҵ���Ͽ������ƹ��¼������ڹ��ʺ������棬���ҽ�������չ�綯����������ػ�����������Ĺ��ʽ����������֧�ֹ��ұ��Ĺ�ͬ�ƶ���Э��ͳһ��֧�ֿ�չ���й����Ƚ�ˮƽ��ʾ����Ŀ���衣
���ڣ��Ͼ�����ӵ�صĻ��ռ����Ѿ������ش��ͻ�ƣ��������еļ����ɱ��ߡ��������ӣ��������������Ⱦ�����еĻ��ռ���ֻ��ע���������ϣ����ڸ�����˵ֻ�Ǽķ����ͭ���Ļ���,̼�������ϲ�û����Ч�������á�
����Ŀ��Ӧ��ҵ��չ�滮�����Ҫ���кܸߵĿ����ԣ��������Դ�����Ͼ�﮵���ۺϻ������ܻ������߹ؼ������з�������������﮵�ػ������ü������кܴ�Ĵٽ����ã����Ʋ�ҵ����չ�����֣����Ͼ�����ӵ�ػ��մ��������ܹ����ٶԻ�������Ⱦ�����ܹ�ȡ���൱�ľ���Ч�档
�Ͼɵ�ظ����Ըߣ���ⲻ�㣬���۶�����ظ��ӳ̶Ⱥܸߣ�������ͬ���͵���������ƹ��յĸ����ԡ�������������ʽ�����ۺ�ʹ��ʱ�䡢Ӧ�ó��ͺ�ʹ�ù����Ķ����ԡ����磬����з��͡�Բ���Ρ������Ȳ�ͬ���ͣ����Ƭ��������ʽҲ��ͬ�����ڼ�����ʽ��ͬ��������ذ�Ҳ���졣
��Щ�����Ե��µ�ػ��������û��߲��ʱ��Ϊ���㡣��ˣ���Ŀǰ�Զ���ˮƽ���ߵ�����£������������˹���ɵģ����˵ļ���ˮƽ���ܻ�Ӱ���ŵ�ػ��չ����еij�Ʒ�ʣ�ͬʱ�ֹ��������У���ض�·��©Һ���ܵ��������߱�ը���������ͲƲ���DZ�ڰ�ȫ������
���յ�﮵�ذ�������������������̵����ܻ�������װ���ĵ��룬����⣬�����ذ����ٵ��ݴ����û����������ã�����չȫ����������Դ������
������Ҫ����·��
3.1����Ҫ�����ؼ���
��1�����ǰ���װ���з���
��2�����ܻ�����ֿ��з���
��3���˻�Эͬ����Զ�������������з���
��4��������ܼ���豸�з���
��5�����ģ���ݴ�������װ���з���
��6���Ͼ�﮵���ۺϻ����������ִ��ϵͳ��MES���з���
3.2���ؼ��������µ�
��1���Ͼɵ���������ܼ����������ϵ��
��2����ذ�����Զ��������ߵ�ʵ�֣�
��3�����յ�������ǻۻ�����ʵ�֣������Զ������⣬�����Զ�����ȡ�����ϱ������Դϵͳ��
��4������MESϵͳ�ķϾɵ�ش����ǻۻ�������ơ�
3.3������õļ���ԭ������������������·�ߵ�
�о����յ�﮵�ذ����������������̵����ܻ�������װ����������⣬�����ذ����ٵ��ݴ����û����������ã����ݼ�·�����£�
��1�����ǰ��⣺
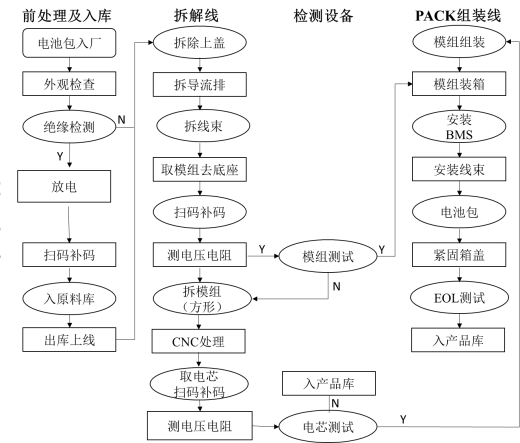
1����ذ�������2��ж������ת����3����ۼ�飻4����Ե��⣻5���ŵ磨��ۼ�ⲻ�ϸ�Ʒ�ŵ��ֱ���ֹ���⣩��6��ɨ���ϴ���7����⡣
��2�����ܻ�����ֿ⣺
��Ҫ�豸���߲���ܡ��Ѷ��������������̡�AGVС������졢�ع졢�����Ӳ����WMSϵͳ��WCSϵͳ�ȡ�
��3����ز�������ߣ�
1����ذ��������ߣ�2����е�ֲ���ϸ���˿������������˿��3���˹�����ϸǺ������ܷ�ǣ�4����е�ֲ���������뵼��������˿��5���˹���������ţ�6���˹����������BMS�����տ��صȣ�7����е�ֲ��ģ�鼰�����̶��ݶ���8��ģ������ܼ�⣨��ѹ�����裩��9���ϸ�Ʒ�벻�ϸ�Ʒ�����װ���ߣ�10����Ʒģ�����롢�����ϴ���11���ǵ�װ���ߣ�12�����ģ�����֣�13�������š��������㴦����14��ģ��ֽ�ȡ����о��15����о���ܼ�⣻16����е�ֵ�о�������ߣ�17����Ʒ��о���롢���룬���Զ���������Ҫ�䱸�Ӿ�ϵͳCCD�����ܻ�е�֡�
��4������豸��
1��ģ�����豸��2����о����豸��3����ذ�����豸��4��EOL�����豸��
��5���ݴ�������װ�ߣ�
1��ģ����װ��2��ģ��װ�䣻3����װBMS���������ӡ����ȣ�4��EOL���ԣ�5��������ǣ���е�֣���
��6�����MESϵͳ��
MESϵͳ������ԭ����⡢����ߡ���⡢��װ�ߵ���Ʒ������������ߵ�ÿһ�����ڣ����������������ϸ����ƣ���֤ϵͳ������ʵ�����С�������Դƽ̨�Խӳɹ���
��7���������������ߣ�
1��һ��˺����н���˺�飻2���������飻3����ѡ��ѡ����4����������ѡ��Ĥֽ��5���������飻6��������ѡ������������ͭ���������Ȳ��ϣ�7�����еij�ϸ�۳����п���������ʹ֮�ﵽ�����ŷű����ٽ��и߿��ŷš�
�ġ�����ָ�꣺
1���豸�Զ�����≥70%��
2���豸���ղ��ܣ�0.2~1��/Сʱ��
3���ɴ����ϵ�����ߴ磺2.2m×1.4m×0.6m��
4����Ӧ����ذ�������700kg��
5���������ʣ�����%����≥99%��ͭ�������ʣ�����%����≥98%�����������ϻ����ʣ�����%����≥99%��
6���ɶԽ�“����Դ�������Ҽ���붯�����ػ���������Դ�ۺϹ���ƽ̨"��
�塢��Ŀʵʩ����
5.1������ʵʩ����
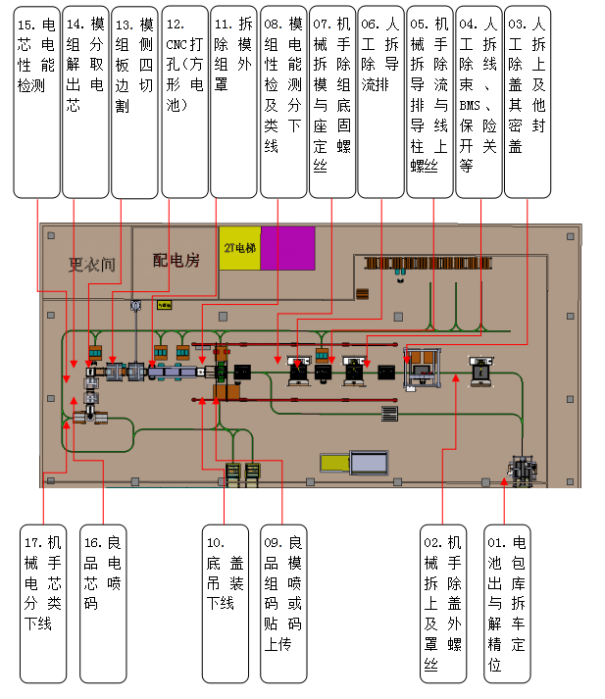
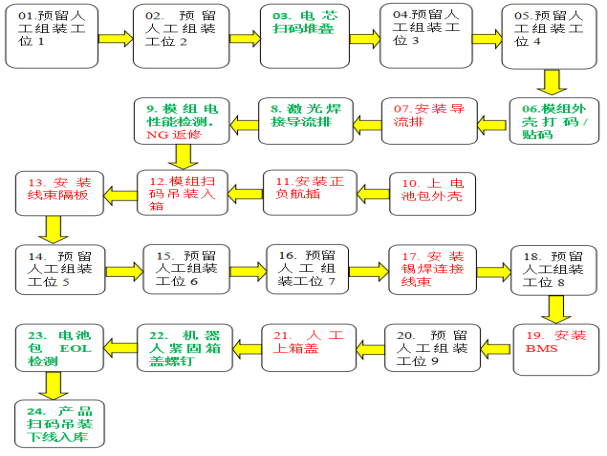
�����ǰ���������ܻ�����ֿ⡢��ز�������ߡ�����豸���ݴ�������װ�ߡ��������������ߺ�﮵���ۺϻ������ܻ�������MESϵͳ��ɡ���ذ��������Ƚ������ǰ���������ǰ�����ڹ�Ͳ��ˮ������ɡ�
Ԥ������ĵ�ذ�ͨ���Ѷ����ȡ��������ֿ��ֱ�Ӳ�ȡ����ز�������߽��в����������ذ����Ȳ��ɵ�оģ����е����ܼ�⣬�ϸ�ĵ�оģ������ݴ����ã����ϸ�ĵ�оģ��������ɵ����о�������Ե����о���е����ܼ�⣬�ϸ�ĵ����о�����ݴ���װ���ã����ϸ�ı��ϵ�о�����������������ߡ�
ͨ�����ʵĹ��ն�﮵�ص����о�е��������ϡ����Һ����Dz��ϡ���Ĥ�������Ͻ��г�ֻ��գ�������������ͨ��﮵���ۺϻ������ܻ�������MESϵͳ���й����ͼ�أ���MESϵͳר����ԷϾ�﮵�ذ��������ù��̶��ƿ�����ʵ�ֲ�Ʒ�����Զ�������������ϵͳ�IJ�Ʒ��ϵͳ�����ֻ���Ϣ����ϵͳ��
���弼����������֯�����������£�
ͼ5-2��������������֯��������ͼ
5.1.1�����ǰ����
���ջ����ĵ�ذ��Ƚ��м��д����⣬���������������ż���������Ӳֿ��е����˵�����������ϣ����в�������������
���ǰ��Ե�ذ�����һЩ��Ҫ��ǰ������������Ҫ��������ذ�������Ե�ذ��Ƚ�����ۼ�����Ե��⣬Ȼ��Ե�ذ����зŵ�������������ذ���ۼ�ⲻ�ϸ�ŵ��ֱ�ӽ����ֹ���⣬���ϸ�ĵ�ذ�ɨ�루�������˹�������ɨ�룩�ϴ�������š�
���ǰ������Ҫ�����������£�

ͼ5-3�����ǰ����������������ͼ
���ǰ�����������������ҵ������Ҫ�ڹ�Ͳ��ˮ������ɣ�������ϸ�����������£�
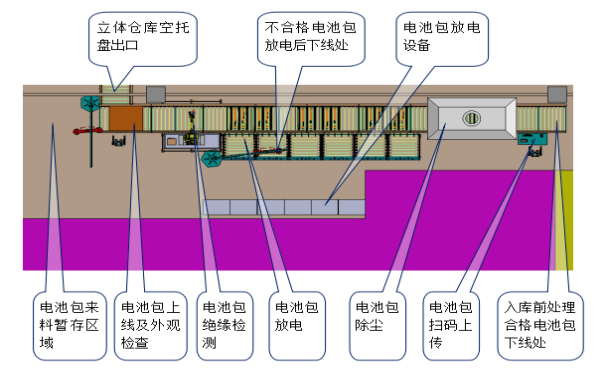
ͼ5-4�����ǰ����ʾ��ͼ
��1������ذ����Ϻ��˹��泵ж�������������ݴ����ݴ棻
��2����ʼ���ǰ������MESϵͳ�´�������Ϣ��WMS/WCS ϵͳ��������ֿ⽫��������������ذ���װ����λ�ã����˹��������۵������ϵ�ذ��������ǰ�����ߵ����������ϣ������˹�������ۼ�⣻
��3����ۼ���ͨ����Ͳ��ˮ��������������λ���о�Ե�����PACK���ŵ磻
��4���ŵ�������ۼ�ⲻ�ϸ�ĵ�ذ�ֱ���������ֹ�����߽��в�⣬��ۺϸ�ĵ�ذ���ɨ�루�������˹�������ɨ�룩��Ͳ�����������ǰ�������ߴ���
��5�����ͨ��AGV�泵���������̵ĺϸ��ذ����͵�����ֿ���ڴ���
5.2.2�����ܻ�����ֿ�
���ܻ�����ֿ��������д�Ż��ջ����ĵ�ذ���ͬʱ����������Ҫ�����ܻ�����ֿ���ת�˵�����������Ͻ��в�⣬���ܻ�����ֿ�����Ҫ�豸�������߲���ܡ��Ѷ��������������̡�AGVС������졢�ع졢�����Ӳ����WMSϵͳ��WCSϵͳ�ȡ�
����ֿ�ƽ�沼��ͼ��
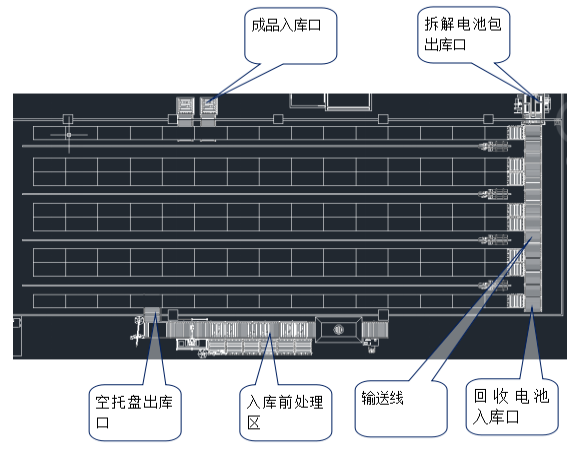
ͼ5-5������ֿ�ƽ�沼��ͼ
��1������ֿ���Ҫ��������������μ��ϸ�ĵ�ذ����ݴ�������װ������װ��ϸ�ĵ�ذ���
��2���������û������R500������
��3���Ѷ��������2-3̨����Ѷ����1̨˫��Ѷ����
��4�����ǰ����ʱ���μ�ⲻ�ϸ�ĵ�ذ��ɶѶ����ȡ�����Ҳ������ߣ���������ֱ�Ӳ�⣬�����洢�������ǰ�������ϸ�ĵ�ذ��ɶѶ����ȡ��Ӽ��յ�ذ����ڽ�������ֿ��ţ�
��5��ͬʱǰ����������Ŀ������ɶѶ���ӿ��ڲ�ȡ�����������̳����λ�ã�
��6���ݴ�������װ������װ��ϸ�ĵ�ذ��ӳ�Ʒ��������š�
5.2.3���˻�Эͬ����Զ������������
��ز�������߸���ذ����ɵ�оģ�飻Ȼ��Ե�оģ����е����ܼ�⣬���е����ܺϸ�ĵ�оģ������ݴ����ã����ϸ�ĵ�оģ��������ɵ����о���ٶԵ����о���е����ܼ�⣬���е����ܺϸ�ĵ����о�����ݴ����ã����ϸ�ĵ����о���д�����ת�˵��������������������յ�о���������ϣ����Զ�����λ�䱸�Ӿ�ϵͳCCD�����ܻ�е�֡�
�˻�Эͬ����Զ�����������ߵ���Ҫ�����������£�
ͼ5-6���˻�Эͬ����Զ�����������߹�������ͼ
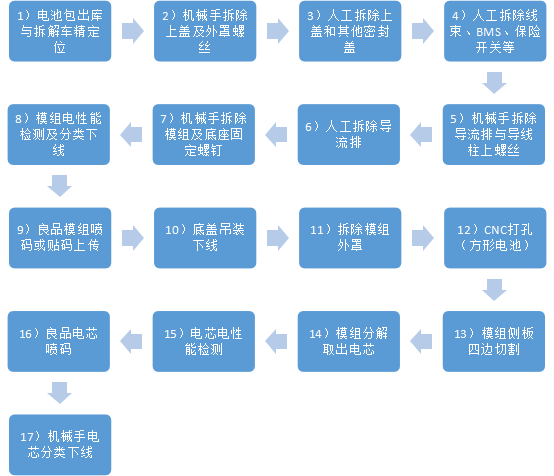
��������ߴӵ�ذ����ģ��ͨ��AGVС���������������λ���в��ķ�ʽ����ģ���ɵ�о�������������ҵ������Ҫ�ڱ�������ˮ������ɣ�������ϸ�����������£�
ͼ5-7���˻�Эͬ����Զ������������ʾ��ͼ
��1����ذ�������ֿ��������ڲ��Ͻ��о�ȷ��λ��
��2��Ȼ��ͨ��AGV���������ذ���������λ���в���������ذ�����ģ�飻
��3�����������ģ��ͨ�������ܼ�����з��࣬�����ܺϸ��ģ���������������ߴ�����������ݴ�������װ�߽�����װ�������ܲ��ϸ��ģ��������ɵ����о��
��4��ģ����ɵ����о�ڸ�����λ���������ڱ������������Ͻ��У�
��5����������ĵ����оͨ�������ܼ�����з��࣬�����ܺϸ�ĵ�о�������������ߴ�����������ݴ�������װ�߽�����װ�������ܲ��ϸ�ĵ�о�����������������߽�������������ã�
5.2.4��������ܼ���豸
����豸���ڶԷϾɵ�ذ�����������ĵ�оģ�顢��������ĵ����о�Լ��ݴ�������װ�õ�PACK�����г�ŵ��Լ������ܼ��ȡ�
5.2.4.1����о��ŵ����豸
��Ҫ���ڵ����о���������顣�����ж���ѡ�����ݴ����õ�о��
�豸���еIJ������������У����ѭ���������顢����������顢��س���������顢��طŵ��������顢��غɵ籣���������顢��س�ŵ�Ч�����顢��ع��䡢�������ʳ�����������ȡ�
5.2.4.2�����ģ���ŵ����豸
��Ҫ���ڵ��ģ�顢���ٳ���Ʒ�����ܲ��ԡ������жϲ��ĵ��ģ��Ľ���״̬��SOH�����Ա�ȷ�Ͽ�ֱ���ݴ�����ģ�飻��ѡֵ�ò��ģ�飬��ѡ���ʵĵ�о������á������������ģ������ܡ�
�豸�������ݣ����ѭ���������顢����������顢��س���������顢��طŵ��������顢��غɵ籣���������顢��س�ŵ�Ч�����顢��ع��䡢�������ʳ�����������ȡ�
5.2.4.3����ذ�����ɸѡ�����豸
��Ҫ���ڿ������۵�ذ��Ľ����ȣ�SOH����
�豸���ܽ��ܣ�����OCV�����裬��ѹ����Ƶ����ֶΣ�����������ذ��Ľ����ȣ��ҳ����ݴ����õ�ģ��Ϳ��ܵ��ݴ����÷�����
5.2.5�����ģ���ݴ�������װ��
�ݴ�������װ�߸����ղ�������ĺϸ����о���оģ������ݴ�������װ�ɵ�ذ������Դӵ����о��װ�ɵ�оģ�飬����װ�ɵ�ذ���Ҳ���Դӵ�оģ��ֱ����װ�ɵ�ذ���
���ģ���ݴ�������װ����Ҫ�����������£�
ͼ5-8�����ģ���ݴ�������װ�߹�������ͼ
�ݴ�������װ�ߵ����������ڱ�������ˮ������ɣ���ϸ����·�����£�
��1���õ��ģ���ݴ�������װ����2��������ʽ���ȿ��Դӵ����о��װ�ɵ�оģ�飬�ٴӵ�оģ����װ�ɵ�ذ���Ҳ���Դӵ�оģ��ֱ����װ�ɵ�ذ���
��2������ǰ�θ������о��װ�ɵ�оģ�飬����ģ�����ĵ����ܼ�⣻
��3�������ν�ǰ����װ�ϸ�ĵ�оģ����װ�ɵ�ذ������Ե�ذ�����EOL��⣬ͬʱҲ���Խ����ղ�������ĺϸ��оģ����װ�ɵ�ذ���
5.2.6����������������
�������������߸����ղ�������IJ��ϸ�ı��ϵ�о��ͨ�����ʵĹ��ն�﮵�ص����о�е��������ϡ����Һ����Dz��ϡ���Ĥ�������Ͻ��г�ֻ��ա�
��������Ҫ�������У�1��һ��˺�������˺�飻2���������飻3����ѡ��ѡ����4����������ѡ��о��Ĥ��5���������飻6��������ѡ������������ͭ���������Ȳ��ϣ�7�����еij�ϸ�۳����п���������ʹ֮�ﵽ�ŷű����ٽ����ŷš�
5.2.7���Ͼ�﮵���ۺϻ����������ִ��ϵͳ��MES��
MESϵͳ������ԭ����⡢����ߡ���⡢��װ�ߵ���Ʒ������������ߵ�ÿһ�����ڣ���֤ϵͳ������ʵ�����С����������Դƽ̨�Խӡ�
��Ҫ���ܣ������������ڣ����������ݹ������ƻ����������Ϲ������ֿ������WMS��WCS�������̹����������������豸���������ݲɼ����쳣��������̬��Ϣ�������������ߡ�ά������ԭ�ϼ���Ʒ��Դ�������ƶ���Ӧ�á�ϵͳ���á�
������������̬��������̬���������ⲿ�ӿ��������Լ���ȡ�
ϵͳ�������飺
ר����Ե�ذ��������ù��̶��ƿ�����ʵ�ֲ�Ʒ�����Զ�������������ϵͳ�IJ�Ʒ��ϵͳ�����ֻ���Ϣ����ϵͳ��ʹ�������š����̲��š�Ʒ�ʲ��ź�������ز��ſ��Ե��ü���ص�����ݡ�
�������Ч�ʣ����ͶԲ���Ա��ˮƽ��������ȷ��Ʒ�ʼ��Ŀ��ظ��ԡ�ϵͳ��ÿ���ؼ�������ˡ������ϡ��������ȷ����¼��Ϣ���Ա�ȷ���ݸ��������������Ϣ�����ɿͻ����豨����Ҳ�ܹ��ṩ��ERP��PLMϵͳ�ԽӵĿ����ԣ�ʵ�ֹ����ƻ���BOM���Ϳ������ȹ��ܡ�
WMS��WCSϵͳ���ɣ�
MESϵͳ���ֿ����ϵͳWMS��ֿ����ϵͳWCS���ɣ����Ʋ����ٲֿ�ҵ��������ͳɱ�����ȫ���̣�ʵ�����Ƶ���ҵ�ִ���Ϣ��������ϵͳ�豸�����ṩ����ֿⷽ����MESϵͳ�ܶԶѶ����AGVС���������˵��豸�����˿ؿ��ơ�
�������ߡ��������硢������ƶ����ݲɼ�������
���ܰ������ջ����ϻ��ܡ��Ʋ֡����䡢�����̡���װ��������������˻��ȡ�
���ߣ��������⸱�ܲ�/�����ʿ��
�����
[1] ���ա��Թ��ȣ�����﮵���ݴ���������մ���
[2] �������ڶ�����ػ����г��ķ�չ����/��Դ���Ҵ�LARGE
[3] ����Դ�������ֶ�Ԫ����չ̬��/��Դ�������ձ�
[4] �ﴺ�ݡ��߳�,������ʤ����Ρ������Դ������﮵�ز�ҵ�ṹ����չչ��
[5] ����£����ҹ���չ���綯������������˼��
[6] ��������PLC���Ƽ����ڹ�ҵ�Զ����е��Ż�Ӧ�ò���
[7] ������������������������Ʊ�����Ӧ�õ��о�
[8] ����﮵�ػ��������г�����/��Դ:��Σ��ǰ��
[9] �ڱ��������ĺ������ܡ�˾������“ʮ����”�ҹ����綯����ս�Թ滮����
[10] ����꣺������ز�ҵ�Ĵ���״���
[11] ����������������﮵���·���
[12] ̷�������綯����������ع���ϵͳ���
[13] �����塢��骡�κѧ�ܣ����ö�������ӵ�ص��岻һ���������о�����
[14] ����������Ӣ������﮵���鵥���ѹ���ϵͳ���
[15] �ź�ѫ��﮵���г���״����——����﮵�ع��߽Ƕ�
(���α༭������)




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
��������ʱ���ĵ�ؼ����ϴ�
�ڱ��Ρ���������Դ��ᡷ�У�����ʱ��������ͼ�����������һЩ����������˼�ĵط�����������ʱ����ؼ�����ζϴ����Լ���θ��ͻ����似��������2022-09-06 09:32 -
Ϊ�Ͼɵ�ؿ����������Ͼ�NCM��˫���ܴ���ʵ���λ�������
NMC����ת��Ϊ��Ч������NiMnCo�������������������Ի������Ⱦ����������������ZABs�ijɱ����Ӷ�ʵ�����ߵ��λ�����......2022-05-19 11:46 -
��Ԫ﮵�ؼ�ѹ���������о�
������ij�ͺ�����Ӷ������Ϊ�о����Ե�о��ͬ������м�ѹ�����о���ͨ���ɼ���ѹ�����¶ȡ���ѹ���ݷ����ҳ���о����ѹ���ķ���Ȼ���һ��ͨ����ͬ���ع�����ʽ������ȷ����о�ļ�ѹ�������ޣ���ζ�ģ�鲻ͬ����ѹ���������˷�����2021-06-01 11:37 -
�綯�����Ķ�����ؿ�����������
2020�꿰�Ƶ綯�����г����ƹ��Ԫ�꣬��ȫ�����������µ�20%�Ĵ��£��綯�������ƶ������۳���300������ͬ������41%��2021�꣬�綯������Ȼ����ҵ�ȵ㡣���죬Car·��ѧ���������綯�����Ķ�����ؿ���������2021-02-27 13:00 -
Ӱ��綯������ؼ�϶�����ɷ����Ե���������
��϶�����ܹ��ܺõظ����ڱ����ϣ����������й������ṩ��е֧�ţ����������Ҫ��ж��أ����ճ����Ҳ�������ս��2020-10-25 15:54 -
��������ʲô��ȱ�㣿
�������������Դ������Ϊ���ĵIJ���֮һ��������ͨ������������Ӱ������Դ��������ʻ��̣���ͨ����۳ɱ�����������ʹ�������������Գ����İ�ȫ���ܺͼ�������Ҳ������Զ��Ӱ�졣2020-06-18 18:28 -
������ذ�ȫ������ϼ���
Ϊ��������Դ����������չ,���ж�����صİ�ȫ��������Ҫ��6��5�գ�������ͨ��ѧ���ڽ��ô��������˵�6�����ã������ˡ�������ؽ�����ϼ������ľ��ʿγ̡�2020-06-18 10:07 -
�ȹ���ϵͳ���������ϵ綯������������еģ�
����Դ������Ϊ���˹�ע�����������ȼ�ˡ�2020��5��������Դ�������Ҽ��ƽ̨������79��ȫ�¹ʡ�����58%�ij������Դ�ڵ�����⣬19%�ij������Դ����ײ���⡣Ϊ������Դ������ȼ����������ڵ���أ���ʵ��ذ�ȫ����ij������������⣬��������ϵͳ��2020-06-11 10:15 -
������ؼ���չ��
���������й�����Դ��ҵ���ߵ��ƶ��£�����Դ��ҵӭ���˸��ٷ�չ�ڣ���Ϊ����Դ�������IJ����Ķ�����ز�ҵҲӭ���������Լ��ĸ߹�ʱ�̡�2020-05-20 10:11
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



-
��������ʱ���ĵ�ؼ����ϴ�
�ڱ��Ρ���������Դ��ᡷ�У�����ʱ��������ͼ�����������һЩ����������˼�ĵط�����������ʱ����ؼ�����ζϴ����Լ���θ��ͻ����似��������2022-09-06 09:32 -
Ϊ�Ͼɵ�ؿ����������Ͼ�NCM��˫���ܴ���ʵ���λ�������
NMC����ת��Ϊ��Ч������NiMnCo�������������������Ի������Ⱦ����������������ZABs�ijɱ����Ӷ�ʵ�����ߵ��λ�����......2022-05-19 11:46 -
��Ԫ﮵�ؼ�ѹ���������о�
������ij�ͺ�����Ӷ������Ϊ�о����Ե�о��ͬ������м�ѹ�����о���ͨ���ɼ���ѹ�����¶ȡ���ѹ���ݷ����ҳ���о����ѹ���ķ���Ȼ���һ��ͨ����ͬ���ع�����ʽ������ȷ����о�ļ�ѹ�������ޣ���ζ�ģ�鲻ͬ����ѹ���������˷�����2021-06-01 11:37 -
�綯�����Ķ�����ؿ�����������
2020�꿰�Ƶ綯�����г����ƹ��Ԫ�꣬��ȫ�����������µ�20%�Ĵ��£��綯�������ƶ������۳���300������ͬ������41%��2021�꣬�綯������Ȼ����ҵ�ȵ㡣���죬Car·��ѧ���������綯�����Ķ�����ؿ���������2021-02-27 13:00 -
Ӱ��綯������ؼ�϶�����ɷ����Ե���������
��϶�����ܹ��ܺõظ����ڱ����ϣ����������й������ṩ��е֧�ţ����������Ҫ��ж��أ����ճ����Ҳ�������ս��2020-10-25 15:54 -
��������ʲô��ȱ�㣿
�������������Դ������Ϊ���ĵIJ���֮һ��������ͨ������������Ӱ������Դ��������ʻ��̣���ͨ����۳ɱ�����������ʹ�������������Գ����İ�ȫ���ܺͼ�������Ҳ������Զ��Ӱ�졣2020-06-18 18:28 -
������ذ�ȫ������ϼ���
Ϊ��������Դ����������չ,���ж�����صİ�ȫ��������Ҫ��6��5�գ�������ͨ��ѧ���ڽ��ô��������˵�6�����ã������ˡ�������ؽ�����ϼ������ľ��ʿγ̡�2020-06-18 10:07
-
2024﮵�����б���
���������ҵͨ��﮵�ز�ҵ��ԭ���ϡ���о���ϡ���������װ������Ӧ�á���������5��һ�����ڹ��ɣ���21���������ڡ�38���������ڡ�2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
����APP��ʾ�����գ�����ʱ�������������˾������ע���ʱ�10��Ԫ����ң���Ӫ��ΧΪ������졣�����Ȩ����ʾ���ù�˾��С������������ʱ�������ܿƼ��ȹ�ͬ�ֹɡ�2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
������ҵ�����ļӾ磬������ز��ܹ�ʣ������Ҳ��ͻ������ҵ����﮵��ҵ��Ͷ���������ԡ����ڣ����ж��﮵��ҵ�����й�˾������ֹ��������ֹ��Ŀ���衣2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
5��20�գ��ɺ����Ѝ���Դ����˾�����¼���Ѝ���Դ��Ͷ�ʽ����Ҷ�������0.5GWh��ؼ����ܹ�PACK������Ŀ�����½�Ҷ���ؾ��п�����ʽ�����ο�����ʽ����Ŀ�б굥λ�½���ͨ���輯�Źɷ�����˾�ٰ졣2024-05-21 18:46 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
5��21�����䣬����������ƣ���˾����ȫ�ʹ�˾Capchem Technology USA Inc.����ơ���������������������عɹ�˾Ϊʵʩ���壬������·��˹�����ݽ����ػ�ѧƷ��Ŀ��2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
5��9�����磬��������10GWh�Ƚ�������������Ŀ�ڰ���ʡ�����ؾ��п�����ʽ��2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
5��7����Ϣ�����ǵϼ�����Ϊε������ȫ��Ʒ�ơ��ֵ����Ķ�����ع�Ӧ��飬˫������ʽǩ�����Э�顣2024-05-09 18:48

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�