

��Ϊ����ȼ�ϵ�ؽ���˫���庸���ٻ�ͻ��

�������Ѿ��бȹ����ܶȸߡ��ṹǿ�ȸߡ���������������ǿ���������չ��������������������ɱ��͵����ƣ�����������Ĺ�ͬѡ����˫������Ҫ�ӹ����������ѹ�����ӡ�Ϳ��ȡ�������һ�ָ�Ч�ʵͳɱ��Ľ��������ӷ�ʽ����ϵ����ѵ��ܷⰲȫ��������ɿ��Լ��ɱ��ȷ��档����ȼ���������ĺ���Ҫ���������ڴ�ͳ��ҵ����Ҫ��������Ե�װ���빤�տ�����
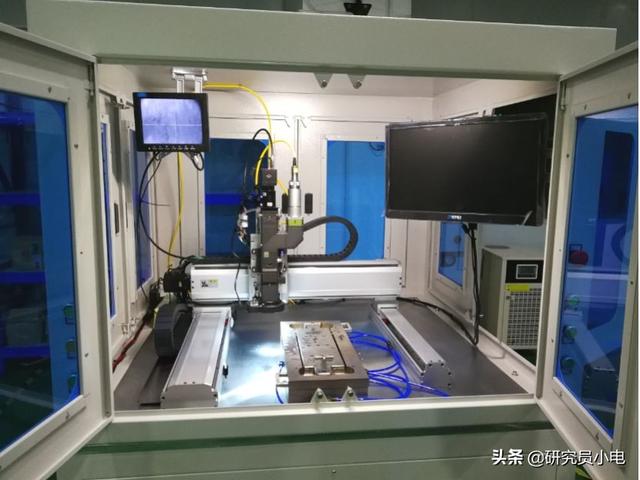
�������ܵ�ս�Ժ������������Ϊ���ܿƼ�����˾�����¼��“��Ϊ����”�������ҹ���ҵ���硢����˫�����ۼƼӹ������ļ��⺸�ӹ�˾����2010����������ʮ��ȼ�ϵ�ؽ���˫���庸��װ���빤�տ���������ʵ�����߱�ȫ��ϵ����֪ʶ��Ȩ�ͷḻ�ĸ�����ʡ����ְ��ͺ��Ӽӹ����̼����������������գ���Ϊ���ܳɹ����������Ĵ�����˫�����Զ����⺸��װ����ͨ�����ƻ�����������ϵͳ��������ϸ߾��ȹ�װ�ξ���ƺ���һ���ļ�����Ӧ�ã��ں��ӽ���˫������ܷ��ԡ�ƽ���ȡ�����Ч�ʡ���Ʒ�ʡ������ȶ��Եȷ����һ������������Ч���������������һ������豸������
����˫���庸�ӵ���Ҫ����ָ�꣺
һ�� ˫������ܷ���
�ܷ����ǽ���˫���庸�ӵ���ҪĿ�ģ����õı���������ͬʱҲ�ǽ������ʯī�������֮һ������˫�������������©���©��������������©������Ե�ص����ܺͰ�ȫ����ɲ���Ӱ�졣Ŀǰȼ�ϵ��ʵ�����й��̵IJ���ѹ��ͨ����0-150kPag��Χ�ڡ�����������࣬��Ϊ���ܵĽ�������˫������500kPagѹ����5min��δ��������й©����ʾ�����ѵ��ܷ�Ч����
���� ����˫����ߴ�
���������ܽṹ��ơ����ġ����͵�����Ӱ�죬ͨ������һ���IJ���Ӧ���������ɵ������������ͨ�����⺸�ӶԽ������γ���ƽЧ����ͬʱ���⺸�Ӹ�����ɶ����Ӧ������Ӱ��˫�����ƽ���ȣ��ǶԺ��ӹ��յ���Ҫ���顣��ƽ���ȵ�˫�����Ǹ߿ɿ��Ե�ѵĻ�����ͬʱҲ��������������ܺ͵���һ���ԡ���Ϊ���ܵĽ�������˫����������≤��������֮�ͣ���ȹ���<±1%����λ����<0.01mm��
���� ����Ӱ��
��Ϊ˫�����ṩ�ܷ�������ͬʱ��ҲҪ���⺸���˫���幦�ܲ�������Ӱ�졣
1. �������
���ŵ�ѱȹ����ܶ�Ҫ��IJ���������ȼ�ϵ�ز��������ܶȲ���������Ӧ�������ߴ���ϸ�ܻ������ͻ�����չ�������ܶ�������Ҫ˫�������Ӻ�����������������������������Ӻ����Ϊ��Ȼ������ϸ�ܻ�����˫����֮��ĽӴ�������ϼ�С���Ӵ���Ŀ���ֻ����㼸���ף��������ͻ�����˫����֮��ĽӴ��ɴ�ͳ��ֱ�ߣ�ֱ������ĽӴ�����ɵ�����ο��������������������ĵ���Ϊ��ҵ������ս��Ŀǰ��Ϊ�����Ѿ���ȫ����˵���Ŀ��ٺ������⣬ͬʱ������ȿ�����≤0.1mm��������˫���嵼��������ͬʱ��֤�˳�Ʒ�ʡ�
2. �������
��ǰ�Ľ�������ĺ��ͨ����0.1mm���ң���������һ������0.07mm���������������dz���ӵ��ܷ������Ա�֤���������������˫���������ʴ�����0.1mm����ģ���Ϊ���ܵĺ������Ϊ0.16±0.01mm�����ڱ���˫���岻����ʧ��ͬʱȷ���ܷ��ԡ�
3. ��ȼ���
���⺸�ӻ����һ���̶ȵ�˫�����ȼ���������ʱ��Ӱ���ܷ�������ɿ��ԡ���Ϊ���ܵĺ��촦����<10%��
4. ����ǿ��
˫����֮��ĺ���ǿ�ȶ��ܷ����ܺͳ������еĿɿ�������ҪӰ�졣��Ϊ���ܵĺ��촦���ǿ��≥600 MPa��
�ġ� ����Ч����ɱ�
������ɱ����Ǻ���һ��������������Ҫָ�ꡣ���Ĵ�װ�������ٶȿɵ�1.5m/s���������������Ч�ʣ����ӳ�Ʒ��≥99.8%��������ȫ�ɱ��ɿ�����5Ԫ/Ƭ��

δ������Ϊ�������ܵ�ս�Ժ�����飬��Ϊ���ܽ�������ȼ�ϵ�ؽ����庸��װ���빤�յIJ����������Լ�������������Զ���װ���빤�տ�����Ϊ����ȼ�ϵ�ص�ѵIJ�ҵ���ƽ����Ϲ�������������Դ���Ϻ��������ܿƼ�����˾��

�������Ѿ��бȹ����ܶȸߡ��ṹǿ�ȸߡ���������������ǿ���������չ��������������������ɱ��͵����ƣ�����������Ĺ�ͬѡ����˫������Ҫ�ӹ����������ѹ�����ӡ�Ϳ��ȡ�������һ�ָ�Ч�ʵͳɱ��Ľ��������ӷ�ʽ����ϵ����ѵ��ܷⰲȫ��������ɿ��Լ��ɱ��ȷ��档����ȼ�ϵ������ĺ���Ҫ���������ڴ�ͳ��ҵ����Ҫ��������Ե�װ���빤�տ�����
�������ܵ�ս�Ժ������������Ϊ���ܿƼ�����˾�����¼��“��Ϊ����”�������ҹ���ҵ���硢����˫�����ۼƼӹ������ļ��⺸�ӹ�˾����2010����������ʮ��ȼ�ϵ�ؽ���˫���庸��װ���빤�տ���������ʵ�����߱�ȫ��ϵ����֪ʶ��Ȩ�ͷḻ�ĸ�����ʡ����ְ��ͺ��Ӽӹ����̼����������������գ���Ϊ���ܳɹ����������Ĵ�����˫�����Զ����⺸��װ����ͨ�����ƻ�����������ϵͳ��������ϸ߾��ȹ�װ�ξ���ƺ���һ���ļ�����Ӧ�ã��ں��ӽ���˫������ܷ��ԡ�ƽ���ȡ�����Ч�ʡ���Ʒ�ʡ������ȶ��Եȷ����һ������������Ч���������������һ������豸������
����˫���庸�ӵ���Ҫ����ָ�꣺
һ�� ˫������ܷ���
�ܷ����ǽ���˫���庸�ӵ���ҪĿ�ģ����õı���������ͬʱҲ�ǽ������ʯī�������֮һ������˫�������������©���©��������������©������Ե�ص����ܺͰ�ȫ����ɲ���Ӱ�졣Ŀǰȼ�ϵ��ʵ�����й��̵IJ���ѹ��ͨ����0-150kPag��Χ�ڡ�����������࣬��Ϊ���ܵĽ�������˫������500kPagѹ����5min��δ��������й©����ʾ�����ѵ��ܷ�Ч����
���� ����˫����ߴ�
���������ܽṹ��ơ����ġ����͵�����Ӱ�죬ͨ������һ���IJ���Ӧ���������ɵ������������ͨ�����⺸�ӶԽ������γ���ƽЧ����ͬʱ���⺸�Ӹ�����ɶ����Ӧ������Ӱ��˫�����ƽ���ȣ��ǶԺ��ӹ��յ���Ҫ���顣��ƽ���ȵ�˫�����Ǹ߿ɿ��Ե�ѵĻ�����ͬʱҲ��������������ܺ͵���һ���ԡ���Ϊ���ܵĽ�������˫����������≤��������֮�ͣ���ȹ���<±1%����λ����<0.01mm��
���� ����Ӱ��
��Ϊ˫�����ṩ�ܷ�������ͬʱ��ҲҪ���⺸���˫���幦�ܲ�������Ӱ�졣
1. �������
���ŵ�ѱȹ����ܶ�Ҫ��IJ���������ȼ�ϵ�ز��������ܶȲ���������Ӧ�������ߴ���ϸ�ܻ������ͻ�����չ�������ܶ�������Ҫ˫�������Ӻ�����������������������������Ӻ����Ϊ��Ȼ������ϸ�ܻ�����˫����֮��ĽӴ�������ϼ�С���Ӵ���Ŀ���ֻ����㼸���ף��������ͻ�����˫����֮��ĽӴ��ɴ�ͳ��ֱ�ߣ�ֱ������ĽӴ�����ɵ�����ο��������������������ĵ���Ϊ��ҵ������ս��Ŀǰ��Ϊ�����Ѿ���ȫ����˵���Ŀ��ٺ������⣬ͬʱ������ȿ�����≤0.1mm��������˫���嵼��������ͬʱ��֤�˳�Ʒ�ʡ�
2. �������
��ǰ�Ľ�������ĺ��ͨ����0.1mm���ң���������һ������0.07mm���������������dz���ӵ��ܷ������Ա�֤���������������˫���������ʴ�����0.1mm����ģ���Ϊ���ܵĺ������Ϊ0.16±0.01mm�����ڱ���˫���岻����ʧ��ͬʱȷ���ܷ��ԡ�
3. ��ȼ���
���⺸�ӻ����һ���̶ȵ�˫�����ȼ���������ʱ��Ӱ���ܷ�������ɿ��ԡ���Ϊ���ܵĺ��촦����<10%��
4. ����ǿ��
˫����֮��ĺ���ǿ�ȶ��ܷ����ܺͳ������еĿɿ�������ҪӰ�졣��Ϊ���ܵĺ��촦���ǿ��≥600 MPa��
�ġ� ����Ч����ɱ�
������ɱ����Ǻ���һ��������������Ҫָ�ꡣ���Ĵ�װ�������ٶȿɵ�1.5m/s���������������Ч�ʣ����ӳ�Ʒ��≥99.8%��������ȫ�ɱ��ɿ�����5Ԫ/Ƭ��
δ������Ϊ�������ܵ�ս�Ժ�����飬��Ϊ���ܽ�������ȼ�ϵ�ؽ����庸��װ���빤�յIJ����������Լ�������������Զ���װ���빤�տ�����Ϊ����ȼ�ϵ�ص�ѵIJ�ҵ���ƽ����Ϲ�������������Դ���Ϻ��������ܿƼ�����˾��




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
ŷ��س�2030��ǰ���������÷���
2021-06-10 21:40 -
Ͷ��25��Ԫ���Ϸ�����﮵�ؽṹ����ĿǩԼ�仧�����˴�
2021-06-10 10:54 -
3400��Ԫ/780GWh��������ز�ҵ���ۻ�����
2021-06-10 10:15 -
Ȧ�أ�������ȫ������ع�Ӧ����ս
2021-06-10 08:57 -
���ر���֧�ֵĹ�̬���������Solid Power��������
2021-06-10 08:44 -
ǧ���г��������������������С������ ���۶����������������
2021-06-09 22:16 -
PPT| 2025��ȫ���ؼ�����չԤ�ڱ���
2021-06-09 12:32 -
���ǵ�5�¶��������ܵ��װ����Լ2.502GWh
2021-06-09 10:13 -
���������ػ��ա����С��̲��ݻ�
2021-06-09 09:29 -
﮵�ԭ���ϼ۸���ǣ�����س��̵ȶ���ࡰ���
2021-06-09 09:06
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|


-
ŷ��س�2030��ǰ���������÷���
2021-06-10 21:40 -
Ͷ��25��Ԫ���Ϸ�����﮵�ؽṹ����ĿǩԼ�仧�����˴�
2021-06-10 10:54 -
3400��Ԫ/780GWh��������ز�ҵ���ۻ�����
2021-06-10 10:15 -
Ȧ�أ�������ȫ������ع�Ӧ����ս
2021-06-10 08:57 -
���ر���֧�ֵĹ�̬���������Solid Power��������
2021-06-10 08:44 -
ǧ���г��������������������С������ ���۶����������������
2021-06-09 22:16 -
PPT| 2025��ȫ���ؼ�����չԤ�ڱ���
2021-06-09 12:32 -
���ǵ�5�¶��������ܵ��װ����Լ2.502GWh
2021-06-09 10:13
-
2020��﮵����ҵ�о�����
2021-05-11 11:24 -
ͻ��������һ﮵���ҵֹͣ��Ӫ����ɢԱ����
2021-05-11 10:02 -
4���ҹ��������װ����ͬ������134.0%
2021-05-13 08:26 -
��ο���Pack����﮺���Ԫ����
2021-06-01 09:25 -
�ɳ������п������أ���չ����ս��δ��
2021-05-19 10:59 -
�ҿ��ӷ��ҵ�ļҵ�
2021-06-03 09:46 -
����ػġ���Ϯ���������綯�����ij���Ҫ���������ˣ�
2021-06-01 21:22 -
��������������ӵ��������ʽ��ո���ϵͳ�����淶����������ҵ���ĺ��������������
2021-05-31 22:53

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��09081210��
 ��ҵ�ź�
��ҵ�ź� �Ź��ں�
�Ź��ں�