

2020�綯������г���Ҫ��عˣ�����¼���չ��
ʱ��:2020-08-23 16:46��Դ:�����˲ο� ����:�ۺϱ���
���:
��

�ϰ����г����Ҫ��
1. �綯��������35.1��ͬ���½�42%����Ӧ�Ķ����������װ������Ϊ17.8GWh��ͬ���½�40%�����ϰ��궯���������Լ25GWh����Լ��7.5GWh�Ŀ�棻
2. ��һ��﮵��ͷ���綯���г�����1150����������50%����﮵� (һ����15Ah x 48V = 0.72kWh)������20%����������������ԼΪ5GWh��

3. ﮵���������ϲ���16.4��֣�ͬ���½�28%��������Ԫ7.1��֣��½�28%�����������4��֣�����5%���������2.9��֣��½�15%���������2.4��֣��½�10%�������Һ�����˿�棩��������7.2��֣�ͬ���½�18%��
4. �ϰ���18GWhװ�����У����ó�ռ��75%��
���ó��У�88%��װ�����ڴ��綯�����������ε�оΪ������ռ�ȴ��߳ɡ�
���У���Ԫ���װ��ռ�ȳ�����84%��������﮵��ȫ�����ڴ��綯���ó���
����¼���չ��
1. ������﮵�أ���о�����ܶ�200Wh/kg�������߿����ƣ����г�����Ϊ140-180Wh/kg����ذ������ܶ�140Wh/kg�����ǵϵ�Ƭ��أ����г�����120Wh/kg���ң���ذ��ɱ�Լ0.5-0.6Ԫ/Wh��
2. ��Ԫ����ӵ�أ���о�����ܶ�300Wh/kg����������NCA�����г�����200-240Wh/kg����ذ������ܶ�250Wh/kg������ʱ�����ƣ����г�����170Wh/kg���ң���ذ��ɱ�Լ0.8-0.9Ԫ/wh��
3. ��ؼ�����չ������Χ��������ʹ����������淢�������������ܶȣ���֤��ȫ���ɱ����ͣ������䣨3C��������������Ӧ�ԣ�-40�ȵ�60�ȣ���
4. ���������ܶ�һֱ���������ӣ�Ŀǰ���¹���������“����”��“����”��“�ṹ”�����棬���������Ҫ�������ϸ������
��һ����������
1. ��Ԫ����������ʱ��NCM811��������200���ң�SKI�Ƴ���NCM9��ء�
2. ����ȥ�ܣ��������LNO��������270���ң���˹������5%Mg�����ȶ��ṹ��Ԥ��2023������
3. ��һ��ȥ����������̲��ϣ����������Դﵽ300mAh/g������Ԥ��2025��������
�ڶ�����������
1. �����������ʯī������̼���ܡ�ʯīϩ����������������νʯīϩ��أ��ȣ����ӵ����ԣ�������300-340mAh/g��
2. ��ʯī������10%���ҵĹ裬������2017����ʵ�֣�������500-1000mAh/g��
3. ����Ŀ�������﮸�����ֻ��ͭ�������壨�ֱ����Դ����������
����������ʲ���
�ӳ������ʵ���Ԫ��ѹ����ʣ������յ�ȫ��̬����ʡ�
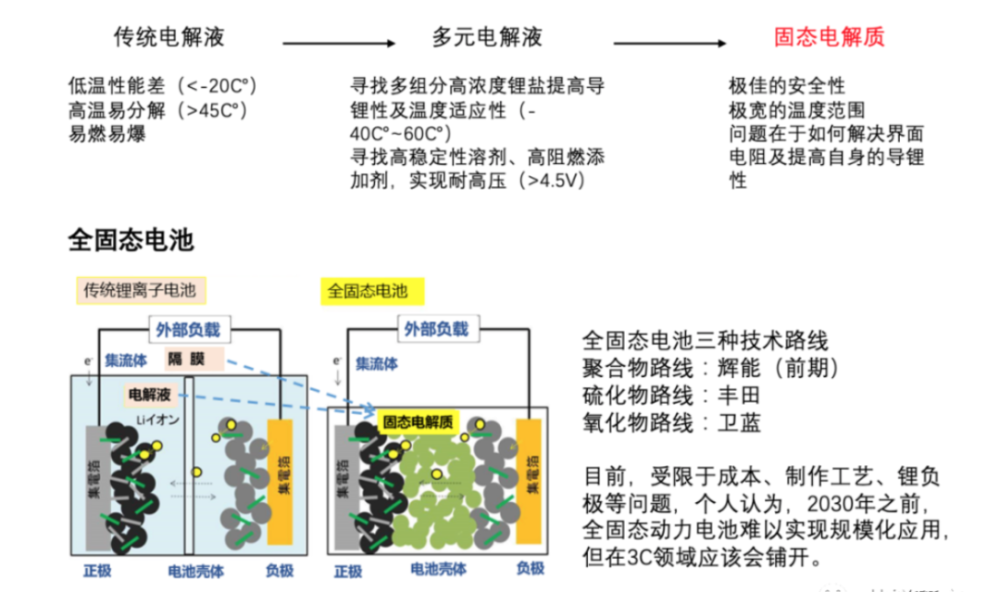
����Դ��о���о���
ȫ��̬����������ּ���·�ߣ��ۺ������������Ŀǰ��Ҫ������ӵ����ʺͽ����迹���������⡣
���ģ�����
1. ���ó���缫����˹���ɷ�Ϳ���������ɽ�����Ƭ���ߺ�ȴ�100������200�����ң�����NMP�ܼ���ʹ�á�
2. ���ó�����������С��10�ף���ͭ����С��6�ף��ļ����壬ʵ�ָߵ����ʡ���ǿ�ȡ��������Ժ߽������
3. �Ѹ�Ĥ������3-10�ף������Ӵ��ԣ���ͬʱ����ʹ��̡���еǿ�ȡ�������������ԡ�
4. �����о��������о����Ƭ��أ������ս��͵�о�ڷǻ��Բ��ϡ�
���壬�ṹ
1. ���ô�ģ�飨��˹��������ʱ��“CTP”������������ģ�鼼�������ǵϵ�Ƭ��أ���
2. ��“����”�������һ�廯��ƣ���Ҫ��س�����Ȳ��복��ǰ����ƣ�������Ӱ���д���֤����˹��Model 3������ʱ����ν“CTC”��




�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
��������4������37��ŷԪ��ŷ��ض���������ʱ�����ͻ�
2024-06-04 09:49 -
��������Դ�ƾ����棺����ӵ�ش����ƽ�����������ͳ�ʱ���ܵľ���
2024-06-03 10:31 -
�Ϳվ��á���ɡ�����س�Ҫ�����¹��¡�
2024-06-03 09:48 -
���ܼ����ܣ�2040���ҹ�ȼ�ϵ�س������������ﵽ50%
2024-06-03 09:16 -
ǰ4�º���������������������ӿ죺��ҵ��������ƽ������1��
2024-05-31 18:56 -
�ձ����ս�ԣ�ק��Һ̬ ����ȫ��̬
2024-05-31 11:55 -
С��С�����ֵ����������ݡ��綯���г����ȥ�����
2024-05-30 20:12 -
��3000���Ƶ�ض���ǩ�ˣ�2024��ʮ���Ƶ綩�������Ӯ��������
2024-05-30 11:23 -
������������ŷ������ز�ҵ��ʱ����
2024-05-29 18:30
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

ר��


�������
-
��������4������37��ŷԪ��ŷ��ض���������ʱ�����ͻ�
2024-06-04 09:49 -
��������Դ�ƾ����棺����ӵ�ش����ƽ�����������ͳ�ʱ���ܵľ���
2024-06-03 10:31 -
�Ϳվ��á���ɡ�����س�Ҫ�����¹��¡�
2024-06-03 09:48 -
���ܼ����ܣ�2040���ҹ�ȼ�ϵ�س������������ﵽ50%
2024-06-03 09:16 -
ǰ4�º���������������������ӿ죺��ҵ��������ƽ������1��
2024-05-31 18:56 -
�ձ����ս�ԣ�ק��Һ̬ ����ȫ��̬
2024-05-31 11:55 -
С��С�����ֵ����������ݡ��綯���г����ȥ�����
2024-05-30 20:12 -
��3000���Ƶ�ض���ǩ�ˣ�2024��ʮ���Ƶ綩�������Ӯ��������
2024-05-30 11:23
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�