

4680��Բ����ط����������IJ�ֹ�ߴ�

��ʱ����˹���Ƴ�һ������ɺ�һ����4680Բ����أ�“����”“�ɵ缫”��Ϊ�¼����ؼ��ʣ����������ҵ�Ĵ�Բ��ʱ��������������Ļ��
4680ָ����Բ���ε��ֱ��Ϊ46mm���߶�80mm����Բ���������СԲ�����ԡ�
��˹������Ķ������������������1865��ֱ��Ϊ18mm���߶�65mm��Բ����ء�
����ʮ���ȥ��Բ���ε�سߴ��С����Ⲣ��������ζ�ųߴ�������
��λ�����ҵ�߹ܱ�ʾ�����Ƕ��綯���Ĺ�ע����Ҫ�ڰ�ȫ�ԡ�������̡���������ȷ����ϣ�һ������������������Ǵ�Բ��������ء�
��Բ����ز�������ijһ����ҵ�����ɺܶ��͵�س�һ���µ�һ��������������δ���Ŀ�����Ժͺ���������Χ����������
���ݳ��������꿪ʼ�����Ĵ�Բ�������Ҫ�����и߶˳��ͣ�Ҳ���������Ԫ�����ʹ�Բ����ء�
��̩֤ȯԤ�ƣ�46 ϵ��ֱ��46mm����Բ����ص�������Ҫ����˹���������ȳ�������������������س���� 46 ϵ��Բ����ص�����滮��Ԥ�� 2027 ��ȫ�� 46 ϵ��Բ�����װ���������ﵽ 407.3GWh����Ӧ�г���ģ 2036.6 ��Ԫ��
�����бȿ˶����������˾���ܲ÷��Ĺ���Ϊ����2030�꣬��Բ����ػ�ռ��ȫ�������30%���ϵ��г��ݶ
��“С”��“��”
Բ���͵�ص������Լ���СԲ����Ϊ��Բ��������30���꣬��˹��������Ҫ�ļ��������ߺ��ƶ��ߡ�
���罫Բ����﮵�ؽ������õ������ṫ˾��1991�꣬���ᷢ����1865Բ����أ�������﮵������ʱ����
���µ�һ��Ϊ�����ṩԲ����ء�1997�꣬ȫ������϶���������������˹���������²���Բ���͵�أ��ɷ��������ء�
һλ��Ϥ����ĵ��ҵ����ʿ�ƣ�2001����˹��������綯������֮ʱ���Ĵ������ṩ���ص�أ���ʱ�����˿��õ綯����ǰ������˹���Ҳ�����ع�Ӧ�̡�
�����˹���ҵ����£����������ʼDZ����Եĵ�أ��Լ����packװ�������
�綯��������֮����˹���������½���ز����Ƶ��Լ���һ���������ʡ�����ɱ�����������ء�
2008�꣬��˹����������ܳ� Roadster ������“������”������ 7000 ������������ 1865 ��Ԫ﮵�أ��ɴ���������˹�������³��ڵĺ�����Ļ��2016�꣬���ߴӲɹ���ϵ��Ϊ���ʽ��������ߵĺ��������˴��綯����Բ�����ʱ����
2017�꣬��˹�������¹�ͬ�з��� 2170 Բ�����Ӧ���� Model 3 �ϣ������������� NCA����������+������̼���������������� 1865 �������Լ 35%��
2020 �� 9 ����˹���ٿ�“�����”����Ƴ� 4680 ��Բ����أ���־�Ŷ��������ҵ�����Բ��ʱ����
�Դˣ������͵�������ڸ���ҵ���಼�ִ�Բ����أ�ϣ������һ�����ͺ͵���������ȡ����Ȩ��
���Ĺ�ƣ�һ��ǰ����������Դ�����һ�ݶӵ�ֻ����˹��һ��Ը��ʹ�û�������ȷ���������ڴ�Բ����صĴ���ƽ̨���ڶ��ݶӵ��й������������Լ��������š�
һ������Ѿ�����˹����ͨ�õ�����4�ҳ�����ŷ���б���������3�ң�������ε��������������6�ҳ������й��ڴ�Բ������ƽ̨����ȷ�����������в������ڸ߶˲�Ʒ��ȫ�����ô�Բ����
���ڷ�չ������������ع�Ӧ��ȱ�IJ�ˬ��������˹��ѡ�������أ�2022���ڼ��ݸ��������Ե㹤��һ�ܲ���86.8���4680��о��
������10�����ϵ�ȫ���������ҵ����������ʱ����LG����Դ�����¡�����SDI���д��º�����γ��ܡ�Զ���������ȿ˵�ء�����﮵�Ȳ��ּ������������һЩ����Ҳ���з���Բ��������ء�
���Ĺ���յ�����Բ��������һ��ѹ����������ҵ����ֵ����е�ػ�ѧ��ϵ��������ȫ��̬���-���̬���-������Ԫ-������NCM622��NCM532-�������-���������-�Ƶ�أ�������﮽���-ʯī+��-��ʯī������װ�ؽ���Բ���
�����ͬ��ζ����˾�����Ը���������ڡ�
“���Ҳ�Ǵ�Բ���������һ���dz����ĵ����ƣ����DZȽϺõ���Ӧ�ԣ���Ӧ��ͬ��ƽ̨�����бȽϺõļ����ԡ�”���Ĺ�˵��
��Բ���������¼���������﮵Ⱦ����ͻ�ѧ���ϣ�����������������������������ܶ�����IJ����г���������Ԫ﮵����������8ϵ���ϵģ���ռ�ȳ���80%������9ϵ���������Ϸ�����ڸ�����ʯī���й�������̼�������൱�������“��������280Wh/kg���ϵIJ�����ϵ�г���”���Ĺ�˵��
�����������ݣ��Ӳ�ͬ����������2022����������Դ�����������ص���Ԫ���ƽ�������ܶ�ԼΪ154Wh/kg�������ص�������﮵��ƽ�������ܶ�ԼΪ128Wh/kg��
Ҳ��ˣ����ݳ��������꿪ʼ�����Ĵ�Բ�������Ҫ�����и߶˳��͡�
��̩֤ȯԤ�ƣ�ȫ���Բ���������װ������2023�꽫�ﵽ15.6GWh,��Բ���������װ����Ϊ0.4GWh��
46mmͻ����ʲô
Բ���ε�ص�ֱ���������18mm��21mm��������Ϊ26mm��2665����32mm��3265����34mm��3420����Ϊ�����������Բ����ص�ֱ����Ϊ46mm��
�ڶ�������Բ����سߴ�������Ȼ�ܹ���������ʹ�õĵ�о����������BMS�Ĺ����Ѷȣ����ǻ�������ܺͰ�ȫ��������⡣
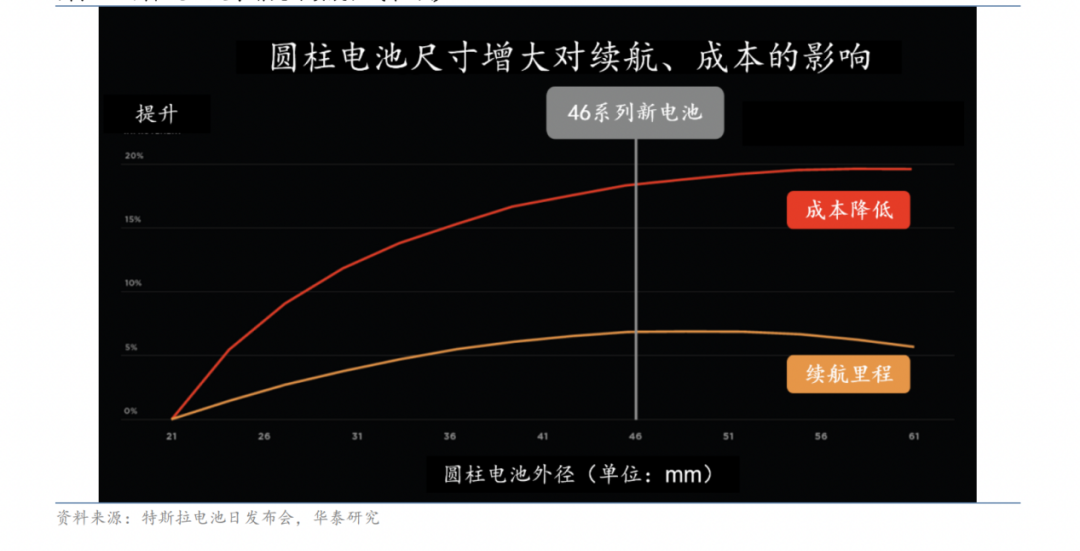
���ݻ�̩֤ȯ�о����������ÿ����10%����ѭ��������Լ�ή��20%����ŵ籶�ʻή��30%-40%��ͬʱ��ػ���20%���ҵ�������������������سߴ磬�������������ȫ���������ķ��ա�
��ֱ��46mm��ʼ������������ʼ�½���ͬʱ�����ı�Ч��Ҳ����������˴ӵ�ص��������ܺͳɱ������濴��46mm ֱ���ǵ�ǰ��������ˮƽ�µ����Ž⡣
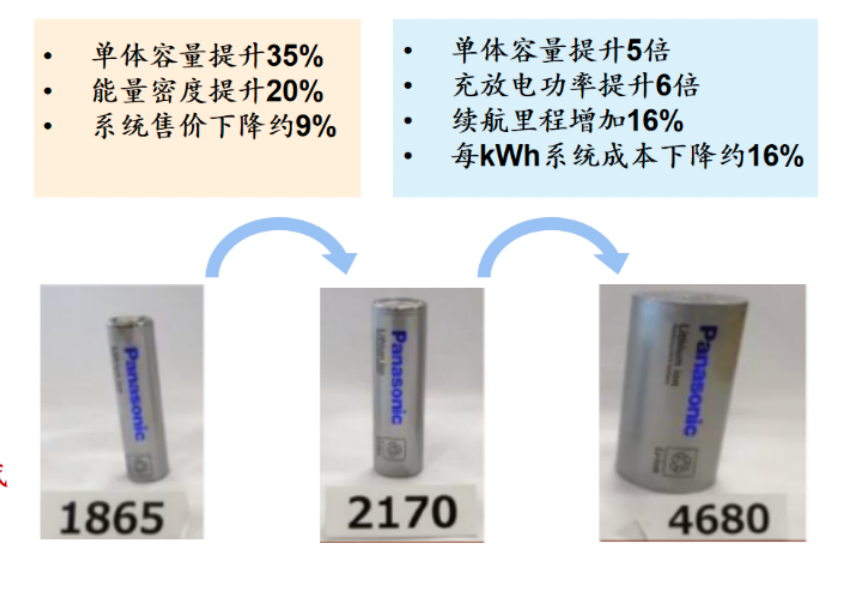
��1865��2170����ص�����������35%�������ܶ�����20%��ϵͳ�ۼ��½�Լ9%����2170��4680��������˹����˵������4680��������ܶ�����5������ŵ繦������6���������������16%��ÿKWhϵͳ�ɱ��½�Լ16%��
����˹���������£�Ŀǰ��س���س��Ⱦ��� 46 ϵ��Բ�����������ϵΪ��Ҫ�з�����
����ڴ�ͳ��أ���Բ����ز������ڳߴ��Ͻ���������Ҳ�ڵ����ϵͳ�����Ͻ����˼������¡�
4680������Ĵ�������������������Ҳ��ȫ����������
��������ȥ��ԭ�м������ڵ�ص�һ��ʹ�õ���Ϳ����и��ǣ��������ؿ���ֱ�ӽӴ���ʹ���ӿ���ֱ���ڼ�����͵�ؿ������д����������輯���ڼ�����������
����ڴ�ͳ��ؼ�����Ӧ��������ʹ�����ƶ�·������ 5%-20%��ʹ�����С 5-10 �����ɱ������ƫ�ƺ���λ����IJ����������˵������������Ϳ��͵�ؿ���ĽӴ�����ﵽ 100%����ɢ�˷���������Ч����˵�ط������⡣
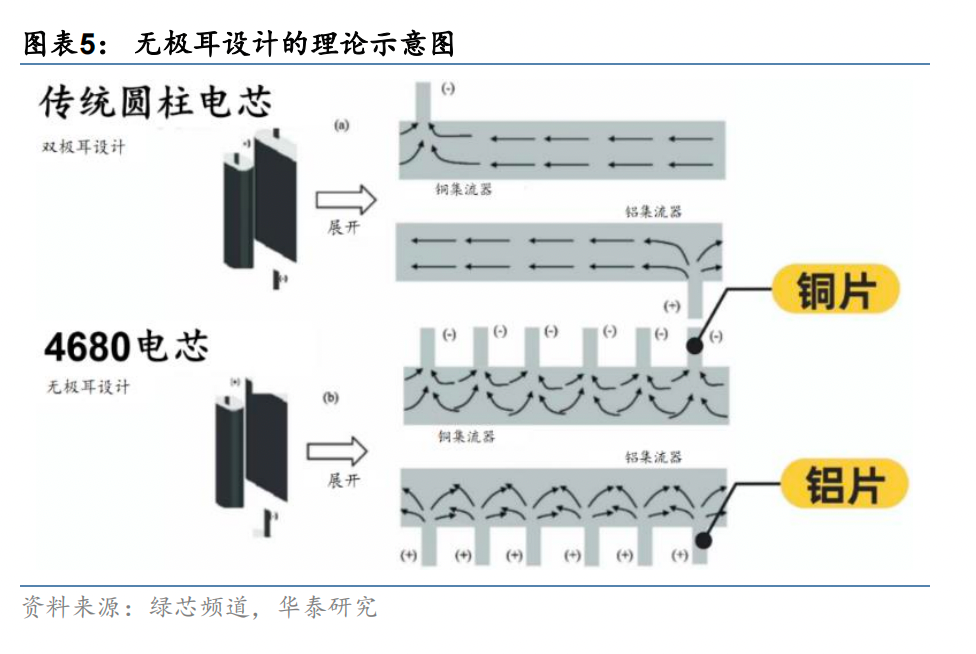
��������������˵��ӵ����ڵ���е��ƶ����룬������ʳ�ŵ�ʱ�¶����ߵ����⣬�������˳���ٶȣ�ͻ���˿���ƿ����
�¹���衹�ҵ��ѧ Hendrik Pegel �Ŷ�ͨ���Աȿ˵���ṩ����ʵ��ҵ����ȫ������Բ����ؽ��в�������ģ��������ʾ���ڵ�о��������﮵�ǰ���£���20���¶ȣ�4680 Բ������ܹ��� 12 ��������ɴ� 10%— 80%SOC �Ŀ�䣬���������ȳ��浥������о����3����
��Բ�������ز��õĵ�������������ṹ�������ڵ��ϵͳ����ĵ���������
��˹�����������ֻ�ж����м�ļ������������������µı�������Ϊ��������ص���������λ����ͬ����9 ����о����Ϊһ�飬ÿ���о���������ܺ����ӵ���һ���о�ĸ�����
��ͬ�ڴ�ͳ��ز��õ���˿���ӣ�4680 ��صĵ�о�ͼ��������ü��⺸�ӷ�ʽ�������˵���������ɼ�����ʧЧ�����⣬���������ڵ����ӵIJ��������������˲������裬�����˵�ص������ܶȣ����������ӵ�سߴ硣
��˹����� 4680 ���ʱ�����������˸ɵ缫�������������Ϊ��ʹ���ܼ���ֱ�ӽ� 5%-8% ��ϸ��״ PTFE ճ�ϼ�����/������ĩ��ϣ�ͨ����ѹ���γɱ��ĵ缫���ϴ����ٽ��缫���ϴ���ѹ�����������������γɳ�Ʒ�缫��������ʪ���еĽ��ơ�Ϳ����ɺ��ܼ����չ��̣� ����˼�Ƭ�Ʊ���Ч�ʣ����ռ��߶ȱ�������Լ�������ɱ���
Ŀǰ�ɵ缫�������ܶȳ��� 300Wh/kg��Զ�ڿɴ�500Wh/kg��
����ƿ��
��˹�����õ��������������Ŀǰ��Բ������������·�ߡ�
��������ǣ��ڼ�Ƭ���ơ������ƻ�֮ǰ���ڼ�Ƭ�����г�һЩС�ڣ��ھ�������ʱ��һ�߾���һ�߰��г����ļ�������һ��λ�ã�����ȫ������һ��λ�ã����Ѽ����ͻ����̺��ӵ�һ��
��������Ƶ� 4680 ��ؽṹ����ͬ�����ڷDZ�����
��˹�� 4680 ��ص��ϡ��±�������ز�������е���ӣ������� LG ����Դ�� 4680 ���ר��˵������ص��ϱ��������װ���±���������Ϊһ�塣
�Ӿ�о-����-���յ��豸��һЩ����ĵ����ҵҲ���Լ��ļ���·�ߣ������ó�������ͬ���и��Եı��ݡ�
����ҵ��������Բ������ֽε�����ƿ����Ҫ���Թ��ղ��档
��Բ����ص��������¼����ڼ���ģ�С���ƽ�������뼯���̼��⺸�ӵȹ��ջ��������˽϶��ѵ㣬ֱ��Ӱ������Ʒ�ʣ����µ�ع�ģ�������ѡ�
ʵ�ֹ�ģ������ﵽ90%���ϵ����ʣ��������о��ҵ������ƴ�Բ�����װ�������ʵ�֣�����Ҫ����﮵��豸��ҵ���в�Ʒ�������ո��£��Ӷ�ʵ������ͻ�ƣ��Դﵽ��ģ����Ҫ��
“ǰ����Ƭ�ʹ�ͳ��Բ�������ǣ���ع��ճ�����࣬��˵Ļ���Ҳ��ࡣ”���Ĺ�ƣ���ΰѾ�о���Ǹǡ�������ڲ�Ԫ��������Ч���١��ɿ���װ��������Ŀǰ��˵������ս�Ƚϴ�Ļ��ڣ�����һЩ�������ȵ���ҵ�Ѿ������װ�䲻�ȶ������⡣
���Ĺ���ܣ�Ŀǰ��ҵ��Ķ���ˮƽ���Դﵽ300PPM��Pieces Per Minute��д,ÿ���Ӳ���������������Ч�ʣ�һ���ӿ�������300֧��о��һ�����ߵ�����ܿ��Դﵽ10GWh���ϣ�Ч�ʺͳɱ����dz����㡣
����Բ����ع�ģ������Ӧ�õĺ�������ͨ�����⺸��ʵ�ּ������뼯���̡��������ǰ��ȫ������ӡ�
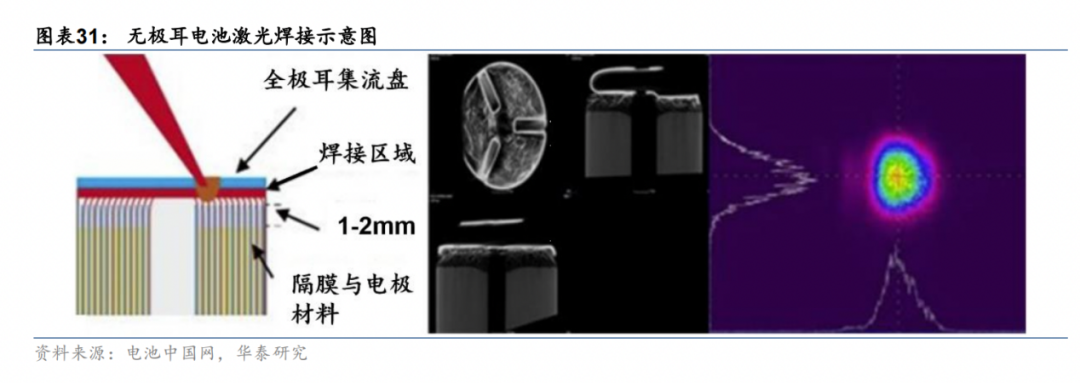
�������������ӣ��Ժ��ӵľ��ȡ�������һ��������˸��ߵ�Ҫ��ʹ�� ����豸�Ӵ�ͳ��ص����弤�����㺸��ת��Ϊ 4680 ���������⺸���豸�����⺸�ӹ���� 5 �������� 7 ����
���ŷ��ε�صĵ������ԼΪ 150-250Ah�������� 4680 ��صĵ��������Ϊ 25Ah������һ̨��˹�� Model Y ��ҪԼ 960 �� 4680 ��ء�
������۴ӵ����о���棬���Ǵ��������������棬4680 ��ؼ��������ĺ�����������ϴ�ͳ��ؾ�����Լ 5 ����������1 GWh �� 4680 ��أ������ 1865�� 2170 ��ز��ߣ���Ҫ���� 5 ̨�����豸��
���Ĺ�Ҳ��������ҵ���ۼ��߱�ʾ�����ӹ��գ��������⺸�Ӻͳ������ӣ���Ŀǰ���Ĺ�����ս��“���ӹ�����������һ���ܴ�ͳ�Ĺ��գ���ʵ������������Ҳű��㷺ʹ�ã��ȶ��Ժܸߵļ��⺸�Ӻͳ��������豸��Ӧ�̽��١�”
��̩֤ȯ���о���Ϊ����Բ������ֽ����ٵ���սҲ���̻���
��Բ������ڹ��ա��ṹ�����Ҫ����ӿ��̣�Ϊ���������и��ƽ�����⺸�ӵ��豸���ڴ�����������������˽ṹ������ҵ���ݣ��߱�ȫ�������Ľṹ����ͷ��ҵ���������档
�ڵ�ػ�ѧ���Ϸ��棬������������������ȸ��������ܶȵĻ�ѧ��ϵ��ӭ����һ���������ᣬͬʱҲ����һ���ƶ���Բ����ز�����ϵ�ĸ��£��ٽ�����̼���ܡ�������� LiFSI��ø�����г��ݶ� ��




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
��������4������37��ŷԪ��ŷ��ض���������ʱ�����ͻ�
2024-06-04 09:49 -
��������Դ�ƾ����棺����ӵ�ش����ƽ�����������ͳ�ʱ���ܵľ���
2024-06-03 10:31 -
�Ϳվ��á���ɡ�����س�Ҫ�����¹��¡�
2024-06-03 09:48 -
���ܼ����ܣ�2040���ҹ�ȼ�ϵ�س������������ﵽ50%
2024-06-03 09:16 -
ǰ4�º���������������������ӿ죺��ҵ��������ƽ������1��
2024-05-31 18:56 -
�ձ����ս�ԣ�ק��Һ̬ ����ȫ��̬
2024-05-31 11:55 -
С��С�����ֵ����������ݡ��綯���г����ȥ�����
2024-05-30 20:12 -
��3000���Ƶ�ض���ǩ�ˣ�2024��ʮ���Ƶ綩�������Ӯ��������
2024-05-30 11:23 -
������������ŷ������ز�ҵ��ʱ����
2024-05-29 18:30
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



-
��������4������37��ŷԪ��ŷ��ض���������ʱ�����ͻ�
2024-06-04 09:49 -
��������Դ�ƾ����棺����ӵ�ش����ƽ�����������ͳ�ʱ���ܵľ���
2024-06-03 10:31 -
�Ϳվ��á���ɡ�����س�Ҫ�����¹��¡�
2024-06-03 09:48 -
���ܼ����ܣ�2040���ҹ�ȼ�ϵ�س������������ﵽ50%
2024-06-03 09:16 -
ǰ4�º���������������������ӿ죺��ҵ��������ƽ������1��
2024-05-31 18:56 -
�ձ����ս�ԣ�ק��Һ̬ ����ȫ��̬
2024-05-31 11:55 -
С��С�����ֵ����������ݡ��綯���г����ȥ�����
2024-05-30 20:12 -
��3000���Ƶ�ض���ǩ�ˣ�2024��ʮ���Ƶ綩�������Ӯ��������
2024-05-30 11:23
-
2024﮵�����б���
2024-05-24 18:59 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�