

��ػ���ר�⣨5��������������ͻ�Ʊ���
����ṹ���ԵIJ��������������Ϻ�Ļ������÷�ʽ����ֵ�����г��ռ䡣
Ŀǰ�г������Ķ�����طֱ���������﮺���Ԫﮣ������̣���ء����У�������﮵�ص��ݴ����÷�չ������������Լ��δ�������г�Ԥ�ƽ���ӯ���Ը��ߵ���Ԫ��ز�����Ϊ����
���˽⣬����������������۵ͣ��ȶ��ԽϺã�ѭ�������������ʺ��ݴ����á����䲻��ϡ�н��������ۻ��ռ�ֵԼΪÿ��0.93��Ԫ����ƽ��ѭ��������4000�����ң�����˥�����ƺͷ��Ȼ������ڸ������ȶ������á�
��Ԫ����������۸ߣ��ȶ��Խϲѭ�������̣����ʺ�ֱ�Ӳ����ա����京�����̵�ϡ�н��������ۻ��ռ�ֵ��4.29��Ԫ���ң���ƽ��ѭ������ԼΪ2000�Σ����ڸ��»����£���Ԫ���ϻᷢ���ܽ⣬��������ȼ����ը��
ֵ��ע����ǣ���Ԫ��صķ�չ��������﮵����������������Ҳ�����ͺ���������﮵�ء�������﮶���������ۺ���ʺ��ݴ����ã�Ȼ����ǰ�ݴ�������δʵ�ּ������أ������γɹ�ģ������ҵ����Ԥ���ж�������Ԫ��صĻ����г��ռ佫��������������
�ݴ����ã���չ����������
�ݴ������ֽη�չ�����Ժ�ƿ������������������ϵ���ƺ���ҵ������֮ǰ������Ӧ�÷�չԤ�ƽϻ�������Ҫ��������������Լ��չ���ֱ����������ء��г����غͼ������ء�
�����߷���——
�ݴ����ù����ƶ��Դ����ơ�Ŀǰ��Զ�������ݴ����õ����߹�����ϵ�Դ��ڽ������ڣ�����ƶȵ����Ƽ��ط������ʵʩ����Ҫʱ�䣻
���ߵ����еȻ���̬�ȡ����߶��ݴ����������ƶ�����ͬʱҲ����������ݴ����õİ�ȫ�Ե������ϸ������̬�ȣ��Զ�����������ʹ��ܳ������ݴ�̬�����Ϊ������
���г�����——
�������г�DZ�����ڲ�ȷ���ԡ�һ���棬��Ϊ��ҵ���ͼ����ϵ����������ȥƵ�����ݴε�ش����¹ʵ��������û����ݴε�ذ�ȫ�Ժ�һ���Ըе����ǣ����ܶȽϵͣ���һ���棬�����ӵ�ء�ȼ�ϵ�صȼ�����������������ѹ������﮵���ݴ������г��ռ䡣
�����ྺ�����������������ػ���С��������“�ӱ���������”�����ڼ��ȱλ������£��ڶ�Ϲ��С���������̾����ݴ������г�����Ͷ���������ҵ�����ڶ��Ծ����������ơ�
�ڼ�������——
�ؼ����ڼ�����ͻ�ƣ���ҵ�������������ȫ����������Դ��������ҵ����ϵ���������ݴ����ü��������ж���ؼ������Դ��ڼ������⡣
����������ѡ�����У����ع���ӣ����������Ѷȸߣ�
�����ɸѡ���ڣ���ȱ�ٵ��ʹ�ü�¼����⼼���ѣ�
���������ڣ����һ���Թ����������ݸߣ�
����Ʒ��֤���ڣ���Ϊ��δ�γ���ҵ�������Բ�Ʒ��֤�ѡ�

��ǰ�г���ҵ�������٣�Ŀǰ��չ���ݴ�������Ŀ��ദ���Ե�Σ��ҽ��������߱��ݴ��������ʵ��������ҵ�����Ե���Ŀ������������й������ȣ���ǰ�ݴ������г���δ�淶������������ѽ�����ҵ������С�����Ķ��Ծ�������δ������ҵ���������½��������������γɹ�ģ����
�����գ�������ؼ�������������
��������ҵ��Ҫͨ��ʪ����ԷϾɶ�������еļ�ֵ���������ᴿұ����·�߽���������������Ƚϸߣ���������������ٽ�CO2��ȡ�������˹��������з����ڽΣ�Ŀǰ���ڶ�����ػ�����ҵ������ʪ��Ϊ����
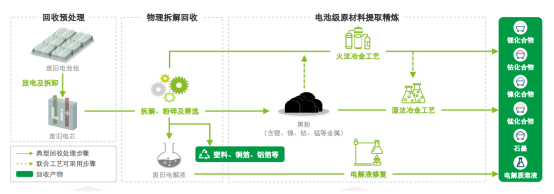
�ٻ��չ���
���չ�����ͨ�����缫���Բ��ϸ������մ������Ӷ����缫�еĽ���Ԫ���Խ�����Ͻ����ʽ���л������á�
���ǶԷϾɵ�ؽ����Զ��ŵ紦������ΰ����������з��࣬ͨ����ɸѡ�ʹ�ѡ���������Ǻ͵缫���ϲ��֣��ٴΣ����缫���ϲ��ַ���ɵ绡¯�ڸ��´�����ͨ���������մ����¶ȳ���1000�棻���ɸѡ�õ����н����ͽ����������ϸ��״���ϡ�
�ºϳɵĺϽ��ͨ��ʪ�����չ��ս�һ�������ա�
��ұ�������ڲ���������Ƚϸ������Dz�����������Ч�ػ���ﮣ�Ҳ�����յ��Һ����Ĥ������ʯī�����Ҵ����ܺĸߡ�������Ⱦ��������ȱ�㣬���ÿ����Խϲ��������ڹ�ҵ����ģ������
���յ��ѵ����������Ч���뱡Ĥ�����ϵ��л������������
��ʪ�����չ���
ʪ�����չ����ǽ�Ԥ�����������������������ʽ��������Һ�У�����Ũ�����ᴿ�����̽������ɽ����λ���������Ļ��չ��ա�
�Ͼɵ�ؾ�����ѡ���ࡢȥ�ǵȲ������Ҫ���л�ԭ��ȡ����ԭ��ȡ������������գ����Խ����й��ɽ����������ܽ��Һ�У�ͨ��ʹ��ǿ������Ϊ������������ǿ������Ϊ�������ᵼ��Cl2��SOx��NOx���ж�����ͷ�����Һ�IJ����������豸�;����豸�ɱ�֧�������Ҳ����ʹ���������ƻ������л�����д��档
����ڻ��չ��գ�ʪ�����չ��վ��������ʽϸߡ����﴿�Ƚϸߡ������¶Ƚϵ����ŵ㣬��ΪĿǰ���շϾɵ����õķ�����
����ʪ������Ҳ�����������̽ϳ������������ӡ���Ⱦ�����ɱ��ϸ����ص㡣����ʪ�����մ���������һ���ʹ�ù�������ȸ�ʴ����Һ��ȷ������Ч�ʣ���˻���ɴ����˷ѣ����ҷ�Һ���Դ�����������ɶ�����Ⱦ��
�Ի���������ҵ����ʾ
���ڶ�����ػ���������ҵ�ķ�չ���ƺͼ���ƿ�����������������ҵ��Ҫ��ս�Ը߶�˼���������⣺
������ս�Թ滮������Ҫ˼��——
���ڻ�������ҵ��������Щ���ڣ���Ҫҵ���漰�ݴ����û��Dz����գ�
����ҵ����������ҵģʽ���������ƺ�ӯ���ؼ�����ʲô��
���Ƿ��Dz�ҵ�������ε����������ջ����������������ջ��ڵ�ר����

���������跽����Ҫ˼��——
����������ν���Ͳ������л������磬������Դ�������ȶ��Ļ������������ϲ�����ս�Ժ�����Э�飿
��������ѡȡ���ֻ��չ���·�ߣ����ͨ��������������������ʡ����ͻ��ճɱ���
�����ܣ�δ��3-5����ι滮���ֻ��ղ��ܵ���������ʵ�ֹ�ģЧӦ��
����ҵ��Эͬ������Ҫ˼��——
�����Σ����Ӧ������﮵缰����Դ�������ٱ仯�ļ������г����ƣ������߱��������Ƶĵ�ؼ�������ҵ������
�����Σ��Ƿ������������ղ��������õĻ��ڣ��Խ�ǰ����ȵ��ԭ���ϲ��ܣ��������������Ƚ���ԭ����ҵ������
(���α༭������)




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
Լ35��Ԫ�����ǵϻ���˹�����ܵ�ض���
2024-06-05 23:22 -
���������ǵϰ��������ӵ����Ŀ����
2024-06-04 18:59 -
���ҳ�����ֹ�븥�ϵ�صĺ�����
2024-05-31 19:01 -
������ϢƵ������̬���Ҫ��ɣ�
2024-05-30 20:28 -
��Ͷ��115��Ԫ����һ�����ӵ����Ŀ���Ĵ�������������
2024-05-29 18:47 -
Ͷ��12��Ԫ�������ҵ�����Բ����ؾ��ܽṹ����
2024-05-28 18:44 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���ܿƼ���ӡ����ҵǩ�������ս�Ժ���Э��
2024-05-16 19:19
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



-
Լ35��Ԫ�����ǵϻ���˹�����ܵ�ض���
2024-06-05 23:22 -
���������ǵϰ��������ӵ����Ŀ����
2024-06-04 18:59 -
���ҳ�����ֹ�븥�ϵ�صĺ�����
2024-05-31 19:01 -
������ϢƵ������̬���Ҫ��ɣ�
2024-05-30 20:28 -
��Ͷ��115��Ԫ����һ�����ӵ����Ŀ���Ĵ�������������
2024-05-29 18:47 -
Ͷ��12��Ԫ�������ҵ�����Բ����ؾ��ܽṹ����
2024-05-28 18:44 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46
-
2024﮵�����б���
2024-05-24 18:59 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
��Ͷ��115��Ԫ����һ�����ӵ����Ŀ���Ĵ�������������
2024-05-29 18:47

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�